


The second-largest desalination plant in Chile is being built to provide a copper mine with water. ANDRITZ was awarded the order to manufacture and deliver the pumps for the reverse osmosis process and the centrifuges to treat the brine.
Of the earth's water resources, 97% consists of salt water. The average salt content is 3.5%; this is too much for human consumption, but also for use in agriculture or industry. In comparison, freshwater resources of only 3% are not only scarce, but also distributed unevenly around the globe.
Due to the limited natural resources and against a background where around 80% of the world’s population live within a radius of 60 miles from a coastline, desalination has gained enormously in value. However, desalinated water is not only used as drinking water after the necessary minerals have been added. Many industrial processes also need clean, salt-free water, for example mining.
Driest desert The Atacama Desert in northern Chile is believed to be the driest desert on earth, except for the Polar regions. Located in the rain shadow of the Andes and in the area influenced by the Humboldt Current, which is a cold ocean current that prevents any rain clouds from forming, there are places here where no rain has fallen for decades. The average annual precipitation is just 0.5 mm.
Despite its inhospitable nature, the desert and surrounding region is a focal point of activity. The reason for this is its enormous wealth of natural resources. The abundant lithium, copper, silver, gold and platinum deposits are extracted in numerous local mines and form an important pillar of the economy in this South American country.
One of these mines is Quebrada Blanca located in northern Chile’s Tarapacá region near the Atacama Desert. At an altitude of 4,400 m some 240 km southeast of the town of Iquique, the mine produces copper cathodes by processing in an SX/EW plant.
Efficient duo In order to exploit the remaining copper resources in this deposit, this mine is now being expanded to include a copper concentrator with a production capacity of 140,000 tons per day. However, water, a precious commodity in the region, is essential for processing of the ore. Rather than use local fresh water for the processing, the company has a solution, the Pacific Ocean which is only about 150 km away.
In order to use the largest ocean on earth as a water source, the Quebrada Blanca Phase 2 (QB2) expansion project includes a 165-km water supply pipeline from the company’s own port which includes a desalination plant.
The reverse osmosis process will be used in the desalination plant. This process filters the water through several semi-permeable membranes to remove the salt and other impurities. After this treatment, five pumping stations pump the water to the concentrator to an altitude of 4,300 m, where it is needed for the copper extraction process.
Brine returned The residual salt concentrate (referred to as brine) is returned to the ocean in an environmentally compatible way through diffusers at a depth of 40 m and 750 m from the coastline. At full capacity, the plant could desalinate 1,160 litres of seawater per second. This would suffice to fill an Olympic swimming pool in 35 minutes.
To implement this venture and comply with the related stringent environmental protection measures, the mine operator Teck with a majority holding in Quebrada Blanca awarded the order to one of the globally leading water treatment specialists IDE. The Israeli group has a constantly growing portfolio of economical and environmentally compatible solutions, particularly for the industrial water, wastewater treatment, but also desalination sectors and supplies approximately three million cubic metres of high-quality water per day worldwide with its plants.
At the QB2 project, IDE is acting as EP (engineer and procurement supply) contractor. For this type of contract, the basic requirement is that key components for the desalination process, such as membranes, pumps and centrifuges, are only supplied by qualified companies with a healthy balance sheet and good financial standing. After a competitive bidding process, ANDRITZ was awarded the order to manufacture and deliver the process pumps for seawater desalination and the centrifuges to treat the brine.
Engineered success ANDRITZ is an international technology group providing plants, systems, equipment, and services for various industries. With a complete, high-quality pump and centrifuge program, ANDRITZ covers most of the processes in modern, smart desalination plants. In this case, the Quebrada Blanca Desal Plant will be equipped with 11 ANDRITZ process pumps and two centrifuges.
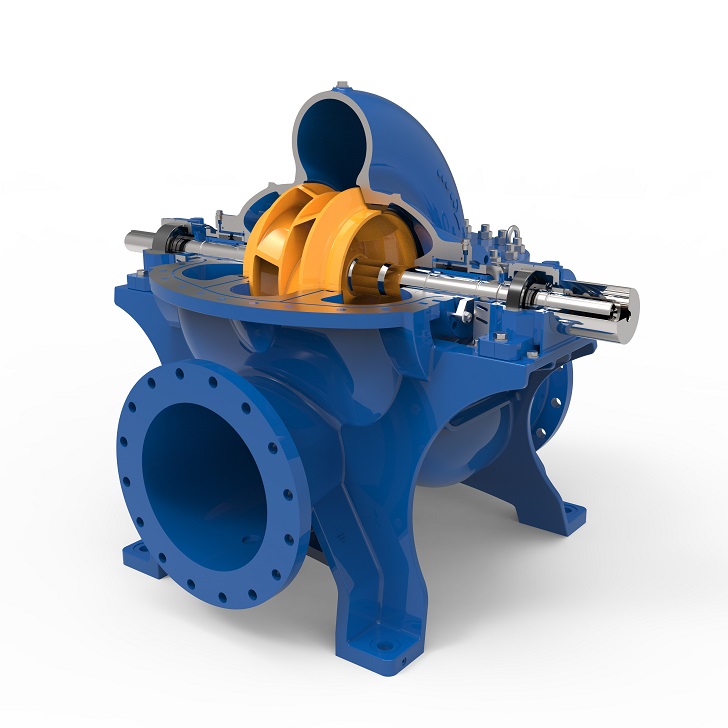
The pump program here comprises five vertical line shaft pumps for the pre-treatment process. There three of these hydraulic machines act as backwash pumps. They transport the filtered seawater into the filter system to backwash the filters in the pre-treatment process while the other two pumps convey the backwashing liquid from the pre-treatment system to the centrifuges for dewatering. In addition, five double-flow axial split-case pumps from the ASP series are provided as general booster pumps. As a part of the main process, they pump the filtered seawater to the high-pressure pumps.
A single-stage centrifugal pump from the ACP series completes the pumps delivery. It conveys the filtered seawater to the so-called dissolved air flotation system (DAF) acting as DAF circulation pump. This is a water treatment process, which clarifies wastewater by removing suspended solids such as oil or other solid matter. All these hydraulic machines fulfill the most stringent customer requirements in terms of efficiency, long lifetimes, ease of maintenance, and cost-effectiveness.
Conserving resources Furthermore, the high efficiencies help to conserve valuable resources. These hydraulic machines can also be integrated at a later stage into forward-looking IIoT infrastructures using smart sensors and thus always meeting the highest of environmental, but also geo- and socio-political demands.
Due to its repeated contact with the aggressive seawater or salt water, the choice of material for the pump and the centrifuge material is a crucial factor in an efficient desalination process.
Therefore, ANDRITZ is manufacturing the pumps and the drum, scroll and feed pipe of the D-type decanter centrifuges for the Chilean desalination plant from a special material: duplex stainless steel. The term “duplex” (the Latin word for “double”) refers to steel grades with a two-phase structure consisting of ferrite and austenite. They are roughly twice as strong as austenitic stainless steel grades.
The salient features of duplex steel are high resistance to surface corrosion, local corrosion and stress corrosion cracking. The structure of this steel is highly resistant to corrosion fatigue, energy absorption, erosion and abrasion, as well as showing very little thermal expansion.
However, processing of duplex steel requires decades of experience and expertise. ANDRITZ has the necessary experience in manufacture and use of this special material. Hence, high-quality machines manufactured by ANDRITZ from duplex steel are much more resistant than their counterparts made of the usual materials, for example gray cast iron.
In addition to the choice of material for the equipment, energy-saving and ecologically compatible disposal of the brine, which is the residual salt, is vital. In order to dispose of this highly concentrated salt water safely, two ANDRITZ decanter centrifuges D4LL will be installed in the plant. They are to be used to dewater the brine.
This process reduces its volume substantially and thus provides a particularly low-cost means of disposal. Centrifuging is a mechanical separation process in which at least two materials with different densities are separated with the aid of centrifugal forces.
Energy efficiency The decanter centrifuge D from ANDRITZ is a leader in the market in terms of energy efficiency. As a result of the highly efficient hydraulic structure of the rotating unit, the discharge radius of the clarified liquid, the centrate, is kept to a minimum. This helps to recover the kinetic energy in the liquid and lower the energy consumption by up to 15%.
The TurboJet weir disc, which operates according to the principle of recoil in the same way as jet engines, recovers the remaining kinetic energy from the clarified liquid. In doing so, it reduces energy consumption by up to 30%.
With a regenerative drive system, the braking energy of the inner scroll against the outer drum is recovered and directed back to the main motor. This process reduces energy consumption by another 5%. Optimization by means of the latest computer-based simulation methods guarantees the lowest possible flocculent consumption, reduces wear significantly and lowers the total energy consumption once again by another 2%. When it is completed QB2 will have the second-largest desalination plant throughout Chile.





