
VHP operates a contract hardening facility at Quickborn, in the north of Germany. The company specialises in high-quality heat treatment under vacuum, and has a total of nine vacuum ovens. The materials handled are mainly high-alloy steels, but non-ferrous metals are also heat treated. The core activities of VHP are hardening, annealing, brazing, soldering and tempering.
.jpg) COBRA NX screw vacuum pump as the forepump of a three-stage vacuum system. The booster vacuum pump is mounted directly to the COBRA NX by flange connection.
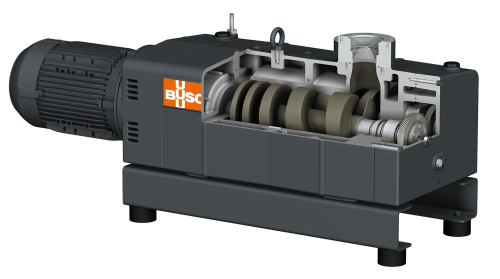
COBRA NX screw vacuum pump as the forepump of a three-stage vacuum system. The booster vacuum pump is mounted directly to the COBRA NX by flange connection.
VHP’s customers include companies throughout Germany in the food, medical, forming and transmission technology sectors. The company currently employs 20 staff. Custom heat treatment for individual customers is offered, and a variety of processes and parameters are available to generate the desired surface properties with reproducible and documented results.
The fundamental role of vacuum in heat treatment processes is to prevent unwanted reactions between the material components and ambient oxygen, as these may have an adverse effect on the surface properties of the metal. The pressure reduction also allows the process to be controlled more precisely. The pressure, temperature and duration of the process can be set to suit specific materials, and controlled according to material characteristics such as the vapour pressure curve. Quenching of the metal after heating is usually carried out with nitrogen, but in some cases argon is used.
VHP has worked with vacuum technology for more than 30 years, the extensive experience gained in this sector allows the company to concentrate on complex heat treatment processes. Managing director Frank Wallberg’s view: “The more challenging customer requirements become, the happier we are“.
VHP has traditionally used oil lubricated rotary vane vacuum pumps to supply all the ovens. These vacuum pumps act as the forepumps of three-stage systems incorporating booster and oil diffusion vacuum pumps. This vacuum pump arrangement can achieve ultimate pressures of up to 1 x 10-5 mbar in the oven process chamber. If required by the process, the pressure can be increased by introducing controlled amounts of nitrogen.
The oil lubricated rotary vane vacuum pumps originally installed proved to be maintenance-intensive: oil changes and replacement of all filters were required every six months, causing increased costs for servicing, oil, filters, and the disposal of used elements.
A year ago one of these rotary vane vacuum pumps was replaced by a COBRA NX screw vacuum pump. This dry-compressing vacuum pump is a new development by Busch, and has been designed specifically for heat treatment applications. No operating fluids are present in the compression chamber, making contact between the pumped medium and oil or other operating fluids impossible. This is achieved by two screw profiles which contra-rotate in the compression chamber without making contact with each other or the housing. This simple construction makes the COBRA NX a robust and economical forepump for the vacuum supply system.
The COBRA NX was operated for a year in a three-shift system, and as pointed out by VHP directors Frank Wallberg and Bernd Raabe, no servicing work was carried out within this period. They also observed other advantages: the power consumption remained the same as the old vacuum pump, but the substantially increased pumping speed allowed heat treatment processes to be carried out more rapidly. The low noise levels generated by the COBRA NX test unit were also a pleasant surprise. Both VHP directors agreed that the COBRA NX is the ideal forepump for their future requirements, and when ordering new ovens will insist on models equipped with COBRA NX screw vacuum pumps.




