



In the past, technical limitations have meant the high-speed machining of precision parts has been restricted to smaller, highly-dynamic machines. Challenging this, Sulzer Innotec has created large impellers for compressors on 5-axis milling machines.
Due to its flexibility and short processing times, milling from solid metal is often the preferred choice when producing one-off parts of high-precision parts. Complex geometries can be produced moving the milling tool simultaneously along 5 axes. Due to technical limitations, high-speed machining of such workpieces was previously restricted to smaller, highly-dynamic machines. Sulzer Innotec has gone beyond these limits of milling production by producing large impellers for compressors on 5-axis milling machines.
Five-axis machining means using three translational and two rotational axes on one machine. In this manner, it is possible to approach any position on the workpiece with any angle tool orientation desired when milling.
Milling large workpieces
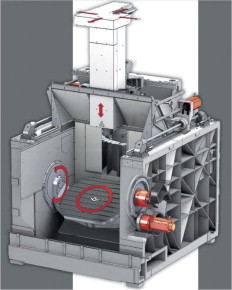
Big, new generation 5-axis milling centres have high positioning accuracy for all axes and improved travel dynamics. This is also true for machines with a swivelling rotary clamping table, on which the workpiece performs the rotational movements (see Figure 1). These machines feature a special torque drive that permits high torque and thus strong acceleration with table loads of up to 2000 kg. Compared to machines with one or two rotational axes in the spindle, these milling centres provide superior stability and easy access to the workpiece and also superior dynamics.
Maximum precision
Common methods of manufacturing compressor impellers are, for example, casting or forging with subsequent welding of the vanes. In the last few years, milling of the vane channels out of – usually forged – full material has increased in importance. The milling process has many advantages:
• Shorter delivery time through higher processing speeds and, in some cases, shorter material delivery time.
• Lower costs than forging/welding and, in small numbers, also compared to casting.
• Lower costs for quality assurance thanks to certified raw material and fewer processing steps.
• Maximum manufacturing precision.
The development of milling machines was essential in this transformation. In the course of this improvement in performance, today milling large diameters is becoming more attractive. When milling impellers, all translational and rotational axes are used simultaneously in order to be able to follow surfaces shaped according to the demands of fluid mechanics. This simultaneous milling process requires permanent acceleration, deceleration, or both of all axes involved, which brings translational dynamics to the fore.
Modern methods
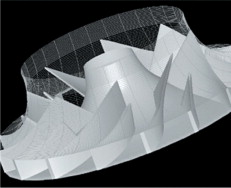
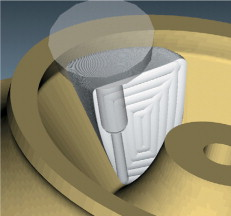
Impellers can be manufactured with channels that are open or closed by a cover disk (see Figure 2). Casting in expendable moulds with subsequent polishing is a classic manufacturing method for closed impellers. Combined methods are milling of the open channels and welding or soldering on a cover disk. The latest method of manufacturing closed impellers is milling the blade channels from a blank (see Figure 3). This method leads to highest strength of the workpieces and reduced quality costs.
Collision avoidance
The advantages of integral production through milling, however, come with the disadvantages of complicated programming and geometrical limitations. The channel length also requires long tools. Above and beyond this, spatial constraints hinder avoidance of collisions between milling shaft and component. Undercut areas can be reached by undercut cutting bits, in which the cutting head is larger that the shaft, provided this geometry does not excessively weaken the cutter. Length and shape of the cutting head influence the rigidity of the tool. If the tool is used with cutting parameters and settings that fail to take these factors into account, vibrations, unsatisfactory surface qualities, and reduced tool life will be the result. This places high demands on the programming software.
A patentable process
With modern cutting tools, the flow of the cutting forces is induced primarily axially instead of crosswise through the milling tool. When traversing with the optimum angle of incidence and at the optimum feed rate, the tool can therefore stabilize itself. Sulzer Innotec has developed a process that generates cutter paths according to these criteria and has been developed to ensure freedom from collisions in the process.
This process uses small infeed depths but extremely high feed rates. In the narrow confines of the channel, this means a quick succession of changes in direction and corresponding acceleration of the axes. Due to the high dynamics of large, modern milling machines, very interesting results in terms of productivity can be obtained. The process can be applied to all common millable materials such as aluminum, steel, stainless steel, titanium, and Inconel™ alloys.
Manufacturing a shrouded impeller
In close cooperation with the tool manufacturer Hermle, Sulzer Innotec used the new milling strategy to produce a large, shrouded impeller for an industrial gas compressor (see Figure 4). Typically, this geometry also exhibits undercutting in the area of the cover disk and in the inlet area on the pressure side. After computation of the cutting paths, all NC data is first visualized on the PC (see Figure 5).
The stainless-steel blank has a diameter of 929 mm and a mass of around 1200 kg. Experience showed that the 5-axis simultaneous process attained considerable machining performance even with large geometries and tool-over-hang lengths up to 430 mm. Thanks to the low-vibration process and small infeed depth, it was possible to use a one-step finish, for example without separate roughing and finishing passes. Three different milling bits with varying shaft lengths were used, which made it possible to keep the cost of tool wear very low (see Figure 6).
Tool park for the future
Based on this positive experience, Sulzer Innotec expanded its machinery permanently with a C50U effective earlier this year. Thus in the future, Sulzer Innotec will be able to cover job-order manufacturing in the sector of 5-axis milling of large parts with productive processes.
Contact: Sulzer Innotec, Werner Jahnen, Im Link 7, 8404 Winterthur, Switzerland, Tel: +41 52 262 21 72, Fax: +41 52 262 00 17




