
The iClad processing head made by the company Pallas GmbH & Co. KG opens up internal laser cladding possibilities that conventional standard optical heads have so far not been able to offer. It can clad components with an internal diameter as small as just 30 millimetres, including those with intricately shaped internal surfaces, and to a penetration depth of 500 millimetres.
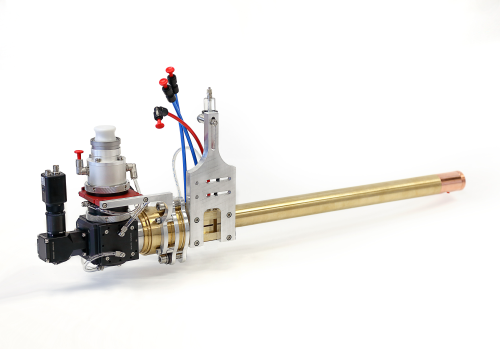
.jpg) With a penetration depth of 500 millimetres, the iClad makes corrosion protection through laser cladding of internal contours possible, even with internal diameters as narrow as 30 millimetres.
With a penetration depth of 500 millimetres, the iClad makes corrosion protection through laser cladding of internal contours possible, even with internal diameters as narrow as 30 millimetres.
The slender design of the iClad facilitates such coating processes in a single clamping operation. This even makes three-dimensional internal cladding of sealing seats with new, high-strength base materials possible that also provide good results under temperature stress.
In increasingly demanding industrial application environments, the corrosion resistance of pipelines, pumps or valves is a key factor for plant availability and operational reliability. Aggressive media and alternating operating states put extreme stress on these components, which have to work reliably, long-term under the hardest of operating conditions. Using laser cladding with powder feed, material properties and stressed components can be precisely optimised. It is also possible to reconstruct damaged structures with this approach.
The strictly localised heat input guarantees maximum precision of the coating with minimum component warpage. The laser beam melts the surface layer of the component and the powder feed, and joins them metallurgically into a dense coating with low dilution. Coating thicknesses ranging from a few tenths of a millimetre upwards ensure a near-net coating that reduces the need for reworking to a minimum.
Previously the typical component dimensions involved in gaskets, washers or valves – small internal diameters and large working depths – were an obstacle to an effective deployment of standard optical heads. But now, with the iClad processing head, this problem is a thing of the past. It enables the full range of internal contour treatment – hardening, coating and alloying – for components with an access diameter of as little as 30 millimetres.
.jpg) The iClad facilitates such coating processes in a single clamping operation.
The iClad facilitates such coating processes in a single clamping operation.
Slim and slender
Already successfully established in a range of industrial applications, the iClad is currently providing further impressive evidence of its capabilities in two corrosion-protection applications for heavily stressed sealing zones. In both cases, the aim was to apply a corrosion-resistant coating of a new, high-strength nickel-based working material that, in welding tests, had proved to be crack-prone under temperature stress. In the case of one of the components, which had an internal diameter of 80 millimetres and required internal surface treatment at a working depth of 450 millimetres, it was not possible to perform the treatment with standard processing heads. The required working depth also precluded the application of the internal coating by means of plasma. The other component with its 120 millimetre aperture and smaller required working depth would have just about permitted the use of a conventional processing head. But the internal surface to be treated, located at a depth of 60 millimetres, also had an asymmetrically concave and bent internal contour, every part of which needed to be coated. This would not have been possible without re-clamping the component, which would have meant risking a temperature underrun with critical consequences for the success of the welding process. In contrast, the compact iClad had no problems in meeting this challenge. Its slender laser head was guided into the aperture in the optimum cladding position, where it coated the desired contours in a continuous coating process, i.e. without the component having to be re-clamped.
All inclusive
All the necessary components for beam guidance and beam formation along with the feed lines for the process media are integrated into the miniaturised housing of the iClad. Even the powder feed nozzle is housed inside the casing, and yet the external diameter of the narrowest iClad processing head is only 27 millimetres. The optical head's modular structure of nozzle, main body and fibre plug allows different heads to be attached to match different working diameters. The plugs for fibre cables and feed lines for the process media are located at the rear end of the head. It also has an integrated cooling system to reliably protect the optical components from overheating, which means that the processing head can durably withstand the thermal strains of continuous industrial deployment. An internal lens protection prevents damage or contamination through powder particle deposits. For the cladding process, the pipe to be treated is rotated around the fixed processing head. Depending on the exact position of the working point, the head is fitted with an appropriately angled beam nozzle. Blind bores, for example, are treated with a head angled at 30° because the working point lies in front of the head. In contrast, the typical head used for through bores like seals is angled at 90°. The distance between the processing head and the working point on the component is usually between five and twelve millimetres. All iClad processing heads provide the option of connecting a camera to make adjustment and process monitoring easier.
.jpg) Hardening, coating, alloying – the iClad processing head offers the complete range of internal contour treatments.
Hardening, coating, alloying – the iClad processing head offers the complete range of internal contour treatments.
Precise and efficient
For the corrosion protection of the highly stressed internal surfaces of these seals, Pallas used a 42-millimetre iClad with an insertion depth of 500 millimetres. In spite of the narrow access and the great depth of the surfaces to be treated, it was possible to laser clad them with maximum precision and efficiency. A result that confirms Stephan Kalawrytinos, manager of Pallas, in his conviction about the value of his product: "In industrial wear protection of the internal contours of components like seals, pipe couplings or valves with internal diameters less than 100 millimetres, there is simply no alternative to the iClad." In a strategic partnership with the company GTV Verschleißschutz GmbH in Luckenbach (Westerwald), the iClad is now being produced on an industrial scale and marketed worldwide. As a producer of special equipment and systems and a leading manufacturer of powder feeders, GTV has a worldwide sales and service network. Pallas is an expert across the complete spectrum of surface technology procedures, and combines leading process technology with decades of accumulated know-how and experience in a wide range of industrial sectors. Pallas is responsible for the development, design and production of the processing heads – especially in the case of custom designs.




