


A major oil refinery [API] was having vibration issues on two of their Pacific CR IJ 6x8-13, 10 Stg. BB5 pumps. Both pumps have a history of high vane pass frequency vibration, particularly at the inboard bearing housing.
The refinery reliability engineers suspected that the high vane pass frequency was due to a coincident natural frequency in the Original Equipment Manufacturer (OEM) structural design of the inboard housing, thus creating a critical speed at the operating speed of the pump.
By Ares Panagoulias and Dr Gary Dyson.
The critical speed effectively acts as an amplifier of any excitation at the resonant frequency. While the resonance is not at the operating speed of the pump, the impeller design creates an excitation force at the running speed frequency multiplied by the number of vanes (vane pass frequency).
Despite the suspicion and corroborative evidence, the engineers were only aware of the severity of the vibration at the normal operating flow rate. There was an additional concern that at recirculation flow rates, often significantly lower than the normal flow rate, the vibration severity would be several times worse than at the normal flow rate.
Testing services performed
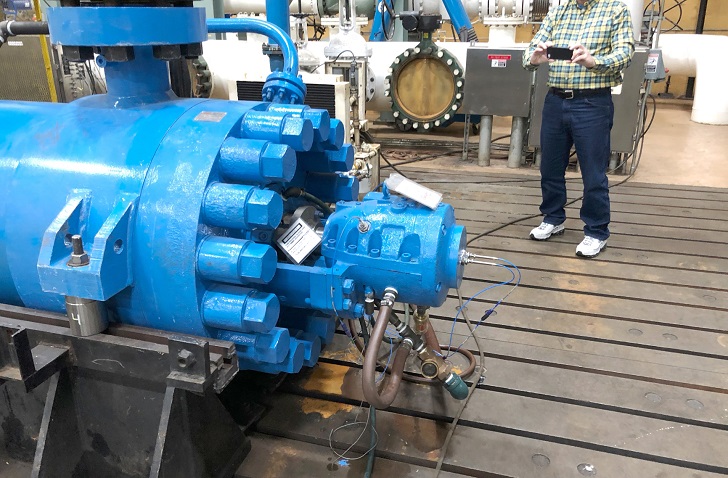
In order to further identify the severity of the vibration and ultimately provide an engineering upgrade, Hydro provided a bearing housing resonance test in conjunction with an API 610 11th Edition performance test. Hydro’s test facility was able to provide the full speed test despite over 3000 horsepower required to drive the pump. The pump was tested over the entire range of flow at rated speed accordingly to the OEM performance curve with specific attention given to the normal flow rate and recirculation flow rate. Bearing housing vibration and shaft displacement were monitored and recorded continuously throughout the test. As the largest independent test facility in North America with over 5000 horsepower available and the first Hydraulic Institute certified pump test facility, Hydro was able to operate at full speed and achieve accurate and independent results.
Test results
The bearing housing resonance test confirmed that the inboard bearing housing showed a structural resonance at 419 Hz in the vertical direction, nearly coincident with the vane pass frequency (417 Hz) of the pump. In addition, there was a resonance at 403 Hz in the horizontal direction, which was less than 4% from the vane pass frequency. Each resonance resulted in elevated vibration amplitudes in the respective radial directions that were above the API 610 allowable levels.
The API 610 11th Edition performance test showed that the pump performed above the targeted hydraulic conditions at rated flow. While above the API 610 allowances of ±5% in flow and ±3% on total differential head, the refinery engineers were not concerned that the high performance would present an operating issue. More concerning was the sensitivity of the pump’s vibration to changes in flow rate. At flow rates less than 70% of the best efficiency point (BEP), the vibration levels rose significantly. At the recirculation flow rate, vibration severity at the inboard bearing housing increased to three times that of the normal operating flow rate.
Hydro’s recommendations
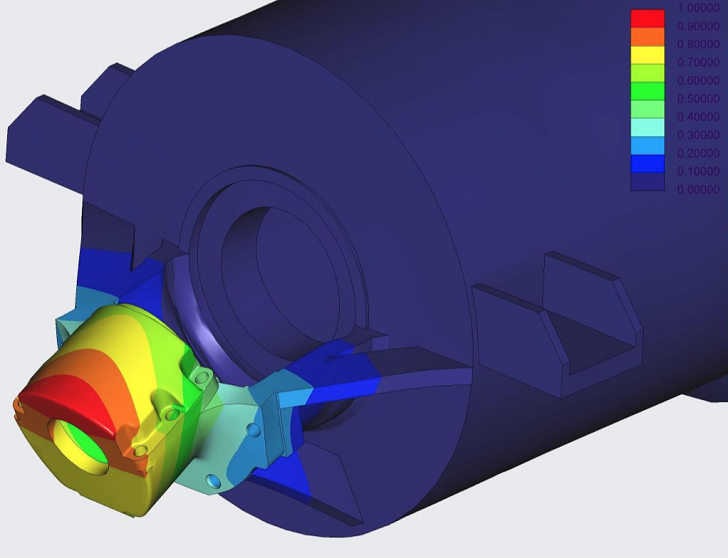
Hydro performed a finite element analysis (FEA) on the inboard bearing housing in order to model a solution to the bearing housing design flaw. MSI created a model of the bearing housing using dimensions and weights provided by Hydro. MSI also incorporated the material properties and bearing housing mounting to the pump in order to develop a modification. Gussets were added to increase the stiffness and alter the resonant frequencies, moving them more than 15% away from the vane pass frequency of the pump.
This solution stood in contrast to the OEM proposal to either perform a more modest redesign or completely replace the bearing housing with a new design. The refinery did not want to proceed with the latter option due to the cost and requirement to convert from a packing seal to a mechanical seal, which would possibly increase pump maintenance requirements and overall lifecycle could cost.
Resolution
In parallel with the inboard bearing housing resonance adjustment, the refinery also sought to resize the valve that regulates the recirculation flow rate. There was concern that the valve was undersized, causing the pump to operate much further to the left of BEP than previously thought. With the revelation of the sensitivity of vibration levels to the flow rate learned through performance testing, the refinery sought to modify the valve in order to accommodate more flow during recirculation periods. In this instance, multiple components were contributing to the severity of the issue, demonstrating the complex nature of many machinery problems.
The refinery had two distinct proposals for moving the inboard bearing natural frequency sufficiently away from the vane pass frequency. They opted to have the OEM perform the modification on one of the two pumps due to an available warranty - with the caveat that it would be tested to the same scope as the sister pump by Hydro. The pump previously tested by Hydro would be modified pending the results of the sister pump test results.
With the OEM modification completed, the measured inboard vertical resonance moved from 419 Hz to 510 Hz – safely away from the 417 Hz vane pass frequency. However, the modification also moved the inboard horizontal resonance from 403 Hz to 450 Hz, within 10% of the vane pass frequency and still in the amplification window of the resonance. Ultimately, the OEM modification was only a partial fix to the resonance issue.
As a direct result of the second pump test demonstrating the continued resonance problem, the refinery opted to go with a solution provided by Hydro and MSI. This modification resulted in resonant frequencies well above 500 Hz in both the horizontal and vertical directions, thus removing the amplification factor from the coincident resonance. Combined with resizing the recirculation valve, Hydro’s test results, and the Hydro-MSI bearing housing modification the refinery was able to significantly improve the reliability of their Pacific CR IJ Pumps.
This ultimate solution was possible due to the independent and unbiased engineering capabilities provided by Hydro and through a collaborative approach with the refinery engineers. The challenges presented by complex and confluent problems continue to persist in pumps and their respective systems; growth comes with perseverance and the innate desire to improve, not just for one case but also for the entirety of the industry. With that very belief in mind, Hydro’s main goal continues to be working with their customers to facilitate a more efficient and reliable operation.



