

Mechanical seals play a critical role in the smooth and reliable operation of industrial pumps. Their performance directly impacts the overall efficiency and maintenance costs of the equipment. The failure of mechanical seals can lead to significant financial implications, especially in cases where the root cause of the issue is not promptly addressed. Experts in the field understand that the premature breakdown of mechanical seals is often due to external factors rather than inherent flaws in the seals themselves.
The primary cause of mechanical seal failure is the lack of a stable liquid film between the moving parts. This analogy highlights the importance of this component in the overall system. It is essential to investigate and address the root causes of liquid film instability to ensure the reliable performance of mechanical seals over time.
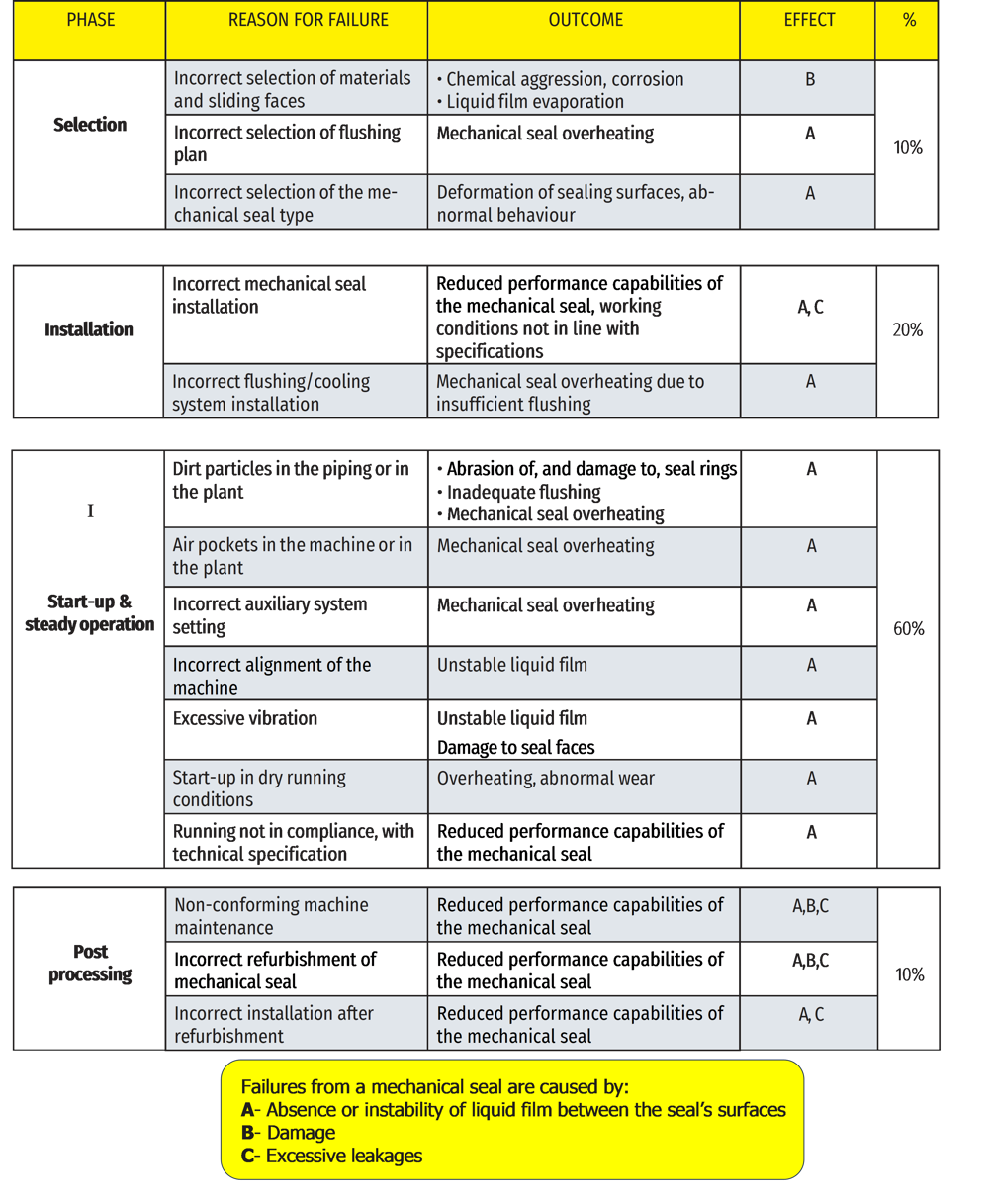
The following table outlines the key factors that contribute to the failure of mechanical seals:
How to reduce mechanical seal maintenance costs
In-plant maintenance cuts costs. Two factors are important to achieve it:
• Technological development
• Standardization and interchangeability
Technological development
Mechanical face seals are composed of a rotating part, connected to the rotating part of the equipment, typically the shaft, and a stationary part connected to the stationary part of the same machine, the stuffing box in a rotary pump. The sealing surfaces must be perfectly flat with exceptionally low surface roughness. Properly sized rotating and stationary rings ensure they remain in contact with each other to prevent process fluid leakage.
The relationship between the two surfaces determines the hydraulic equilibrium of the mechanical seal, creating a liquid film that limits physical leakage. This is known as the hydraulic balance of opening and closing forces exerted by the pressure of the fluid being sealed. The parameters for calculating the correct dimensions are well known and detailed in the API (American Petroleum Institute) 682 reference standard.
Deformation of the seal rings during operation, due to mechanical and thermal stresses, can cause undesirable mechanical seal behaviour. These stresses can change the hydraulic equilibrium and make the liquid film between the sealing surfaces unstable, resulting in excessive leakage.
Engineers have conducted research to find innovative technological ways of reducing friction under critical conditions, focusing on new materials and the development of new sealing methods achievable with the modern production processes available today.
Non-contacting technology - sliding faces with grooves
The non-contacting mechanical face seal consists of a rotating ring and a stationary ring. Lifting geometry, machined into the face of the rotating seal ring, creates a fluid-dynamic lifting force that that acts on the stationary ring creating a gap between the two faces, Figure 1.
Non-contacting seals eliminate the need for barrier liquid and its associated support system, replacing it with a supply of inert gas to the seal faces. The inert gas is managed through a simple panel with instrumentation. With the friction coefficient and wear of the seal effectively reduced to zero, this solution is perfect for achieving significant energy savings and is commonly used in the oil & gas, petrochemical, and pharmaceutical industries where zero emissions are necessary.
Next-generation materials
Silicon carbide with self-lubricating properties
The pairing of moving parts is usually achieved using materials of different hardness to produce a joint with the lowest possible friction, sealing ring combinations are selected with special attention. The preferred combination is to select carbon Vs a silicon carbide ring. (Figure 2 pressure x peripheral speed -PxV factor- of common faces combination).
These materials have an excellent heat transfer coefficient and chemical resistance, and fair resistance to abrasion caused by any abrasive particles in the fluid. Moreover, the two rings (graphite against silicon carbide) have an excellent ability to adapt to each other when they are subject - for a variety of reasons - to deformation.
When the operating pressure is very high or when there is a significant amount of dirt in the fluid, two high-hardness rings must be used. These materials have a high coefficient of friction, which means the heat generated during rotation can cause the liquid film to evaporate. This can result in dry running, ring deformation or breakage, and alteration of the properties of secondary gaskets.
A recently developed manufacturing process has made it possible to add particles of self-lubricating material to a sintered silicon carbide matrix by impregnation (silicon carbide impregnated). The use of stationary and rotating rings made with this material allows very extreme performance limits to be achieved. In this way, the value of the torque absorbed by the mechanical seal can be limited and so too can friction and heat generation.

Diamond coated seal faces
A chemical deposition process is commonly utilized on silicon carbide rings, applying a thin diamond coating, to enhance their tribological and chemical compatibility properties. Exceptional reliability has been demonstrated with this advanced material in hot water applications in power plants, as well as in petroleum and petrochemical facilities where gases in liquid form easily evaporate and lubricity is lost. Superior performance has also been observed in pharmaceutical processes where contamination must be avoided, and traditional seals fail to meet customer demands. Mechanical seals featuring diamond-coated rings can also endure transitory operation under conditions of dry running in dual, non-contacting, seals.
Engineered mechanical seals
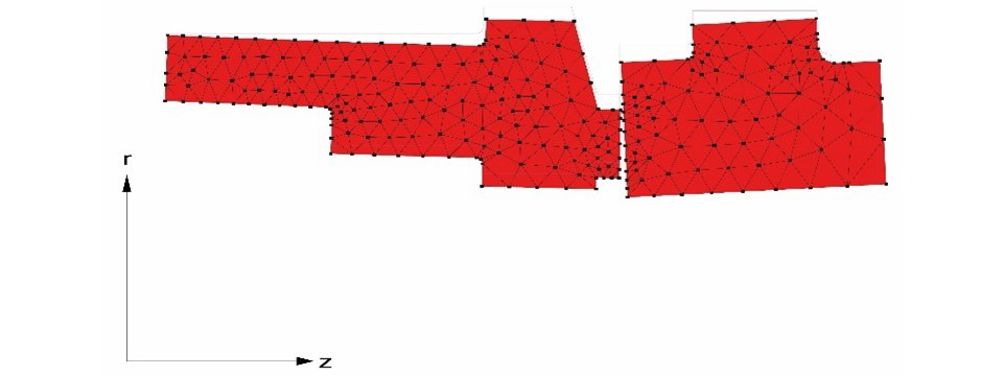
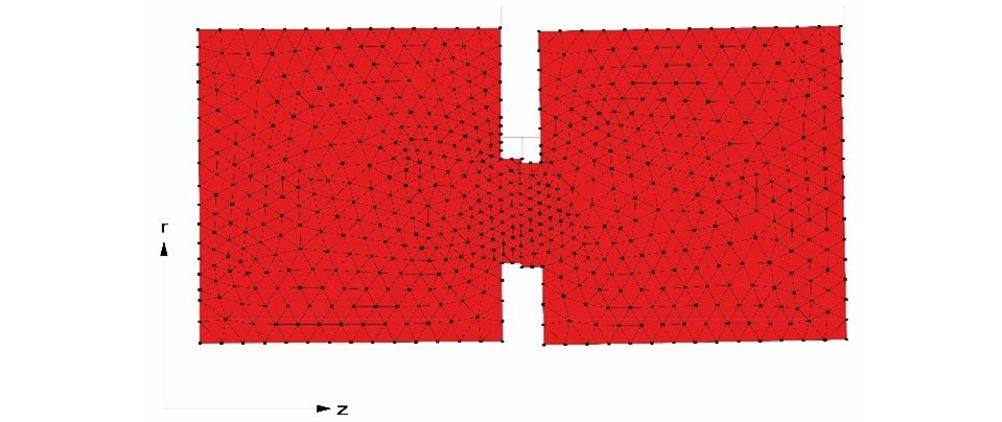
Creating sealing rings with consistent cross-sectional area (Figure 3) was a key obstacle in the design phase. This uniformity is crucial for facilitating ring drive and preventing anti-rotation. The seal is currently utilized in boiler feed pumps, pipelines, water injection systems, multiphase pumps, and other applications with operating pressures exceeding 100 bar.
Standardization and interchangeability
Mechanical seals assemblies - like other accessories used in industry - have a reference standard that lays down their installation dimensions, thus making it possible to replace them with seals made by other manufacturers. This improves service for the end user and keeps down increasing plant operating costs.
The EN 12756 standard defines the main installation dimensions of single and dual mechanical seals when used as components, i.e. without the flange and sleeve that covers the rotating and stationary parts. The first mechanical seals, that arrived in Europe in the early postwar period from the United States, had dimensions in inches. The DIN 24960 standard, which later became EN 12756, brought enormous benefits to manufacturers who made pumps in accordance with ISO standards, but more so to end users who were no longer locked into seal vendors who offered non-standardized products. The price of seals and their relevant maintenance costs dropped significantly.
Pumps in oil and gas plants are normally made according to standard API 610, while mechanical seals are often manufactured in compliance with standard API 682. According to this standard, seals must be supplied as a cartridge assembly ie complete with a flange and shaft sleeve to simplify installation and allow testing before delivery.
The API standard offers recommendations for sizing mechanical seals based on the stuffing boxes of different API pumps available in the market. This standardization is technically feasible, as is standardizing the overall dimensions of components within the cartridge. This would enable medium-scale mass production, leading to reduced manufacturing and warehouse management costs. Importantly, it would give end users the option to select from various "qualified mechanical seal manufacturers", eliminating interchangeability issues.
About the author
This article was written by Rino Campaniello.




