

Q. We have multi-stage boiler feed pumps with impellers in-line and others with impellers opposed. What is the reason for the different design?
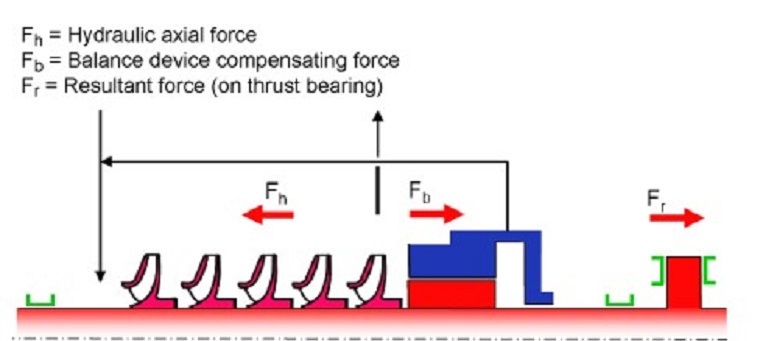
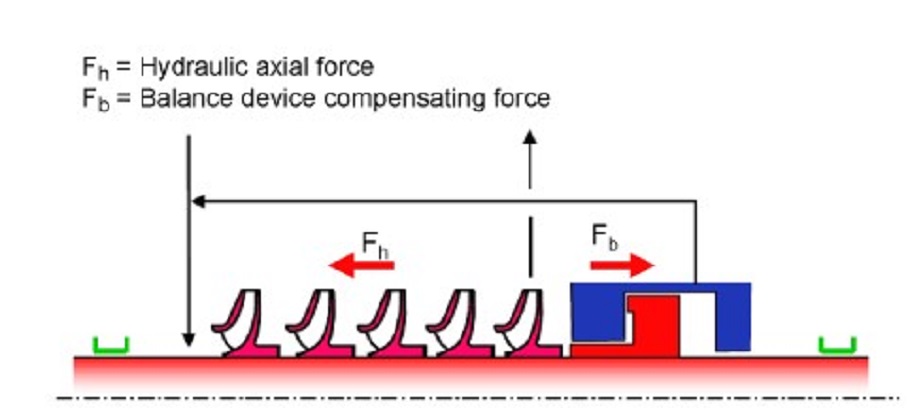
A. A key factor in pump selection for demanding boiler feed service is rotor hydraulic axial balance. Two types of rotor construction are: in-line (tandem) impellers (Images 1 and 2) and opposed (back-to-back) impellers (Image 3). With in-line impellers, the hydraulic axial thrust of the impellers is usually countered by a balancing device, either a balance disk or a balanc drum, or sometimes a combination of both.
The advantages of a balance disk design may include reduced internal recirculation (better volumetric efficiency) and the ability of the disk to compensate for wear and the amount of thrust that requires balancing. The disk is referred to as a self-compensating balancing device, and may be used to exclude an axial thrust bearing in certain designs, thereby reducing initial cost and simplifying rotor construction and assembly. The balance drum does not compensate for changes in thrust and typically exhibits more internal recirculation losses than a balance disk. The advantage of the balance drum over the balance disk is in the openness of its running clearance. For pumps in systems where severe upsets may occur, or where foreign material is continuously present, balance drums (with their larger running clearances) may prove less sensitive (less susceptible to damage) than balance disks. Balance drums are often specified when when operation at rates of flow greater than 120% BEP is possible or if there are frequent stops/starts/days. When a rotor is configured with opposed impellers, the thrust is naturally opposed limiting the axial thrust in one direction. The axial thrust with this configuration can never be perfectly balanced and requires a thrust bearing for the residual axial thrust. Any changes in axial thrust over its lifetime due to wear in clearances will result in smaller residual thrust changes. For more information about boiler feed pumps for combined-cycle power plant use, see HI’s newest guidebook Power Plant Pumps: Guidelines for Application and Operation to Maximize Uptime, Availability, and Reliability at www.pumps.org. Q. How does residual mechanical unbalance of rotating parts affect pump vibration?
A. High levels of residual unbalance in rotating parts can generate high unbalance forces resulting in excessive bearing and shaft loading and inducing high levels of vibration at the rotational speed of the pump. Balancing methods and residual unbalance limits for impellers should be applied when analyzing pump vibration. Pump impellers are typically balanced in accordance with ISO 1940 balance quality grad G6.3 or better. Depending on component geometry, it may be satisfactory to perform a single-plane spin balance. Components are typically single-plane balanced if the ratio of diameter to width is 6.0 or greater. Two-plane (or dynamic) balancing is typically performed otherwise. The practice of component balancing is appropriate for a large proportion of rotodynamic pump types that can be proven to meet the specified vibration performance criteria while using clearance fits between the rotating component parts and the shaft. Residual unbalance grades are then determined to meet vibration performance acceptance levels while also considering the mass eccentricity effects caused by clearance fits and the resulting component runout. Clearance fits are preferred and used whenever possible to facilitate ease of pump assembly and disassembly. There are many pump types and applications where it is necessary to use shrink fits and perform a supplementary two-plane (dynamic) balance on the complete rotating assembly to meet the specified vibration performance criteria. The manufacturer and the purchaser should agree on the appropriate residual unbalance grade. For more information about rotodynamic pump vibration, see ANSI/HI 9.6.4 Rotodynamic Pumps for Vibration Measurements and Allowable Values at www.pumps.org


