

During the production of many food products, components being used must have a hygienic or, even better, aseptic design, material selection and integration. One solution is aseptic diaphragm pump technology, which ensures maximum production safety in food industries.
Short-term thermal treatment is used in the food industry for a wide range of products such as milk, mixed drinks or liquid foods. This treatment kills off any pathogenic micro-organisms and extends the shelf life of the products.
Since high-pressure homogenization may not re-contaminate food products after thermal treatment, it must be ensured that all components being used have a hygienic or, even better, aseptic design, material selection and integration.
To date, packed plunger pumps have primarily been relied upon as the type of pump technology installed in these applications. However, in terms of aseptic production safety, using these pumps is only the second-best choice. This is because, despite a design that accounts for plunger packing components with sterile barriers and flushing systems, there is a risk of recontamination after in-process CIP/SIP cleaning.
Furthermore, the thermal load created here results in increased wear on the plunger and its sealing system. The consequence is a significantly reduced service life, especially when the food product being treated contains abrasive ingredients.
One alternative is to use process diaphragm pumps.They feature a hermetically tight liquid end, which is hermetically separated from the hydraulic chamber and process environment by a diaphragm. This prevents the inside of the fluid chamber from becoming contaminated, ruling out any contamination of the process space, including the food product.
Scandals Listeria in cheese, E. Coli bacteria in meat and salmonella in baby formula, food scandals and recall campaigns by major manufacturers have become all too frequent in recent times, damaging the reputations of the manufacturers responsible. This phenomenon has been increasing customer awareness and putting more pressure on the industry.
Especially for sensitive products and products with high hygienic standards, it is imperative to ensure hygienic production through flawless hygienic process steps, as this guarantees microbiological integrity. In doing so, the following points must be kept in mind: safe and reliable aseptic manufacturing processes are necessary in achieving high microbiological quality and lasting stability while still meeting the customers’ high expectations for aspects such as high taste quality, healthiness and sustainability of the product.
Short-term thermal treatment (UHT processes) and consistent downstream aseptic technology present a possible solution to this problem using reliable food-processing technology.
New trends in the food and beverage sector such as unprocessed and innovative ready-to-eat products pose certain challenges to the food industry supply chain regarding food safety. This applies to both increasing expectations for freshness and the additives and preservatives put into food, which make it necessary to invest in different technologies than those used in previous production processes.
Crossover-products The production chain is further affected by crossover-products between the food and pharmaceutical sectors such as ready-to-drink ‘nutritional beverages,’ as they are called, which sometimes contain high proportions of abrasive solids (e.g. due to calcium and nuts) or ingredients with microbiological sensitivity.
In producing such crossover products, empirical knowledge from the pharmaceutical GMP environment is advantageous. Here, nutritional supplements with functional milk protein sources, fruits and flavors are combined to form new beverages, which may require special attention during production depending on their acidity and pH values.
These high requirements must be adhered to specifically when formulating baby foods and high-calorie clinical nutrition (liquid enteral/parenteral foods). During processing, there are key tasks that must be handled by the pump technology specifically, e.g. for feeding raw materials and creating formulations that match the recipe, including metering and mixing ingredients at the correct proportions.
Since the end products are ideally stored at room temperature and are supposed to last for an extended time in shelf, short-term thermal treatment is recommended here as well. It is the optimal technology for killing off foreign germs at a high rate and should be followed by aseptic high-pressure homogenization using diaphragm pump technology. This prevents re-contamination and ensures gentle product treatment.
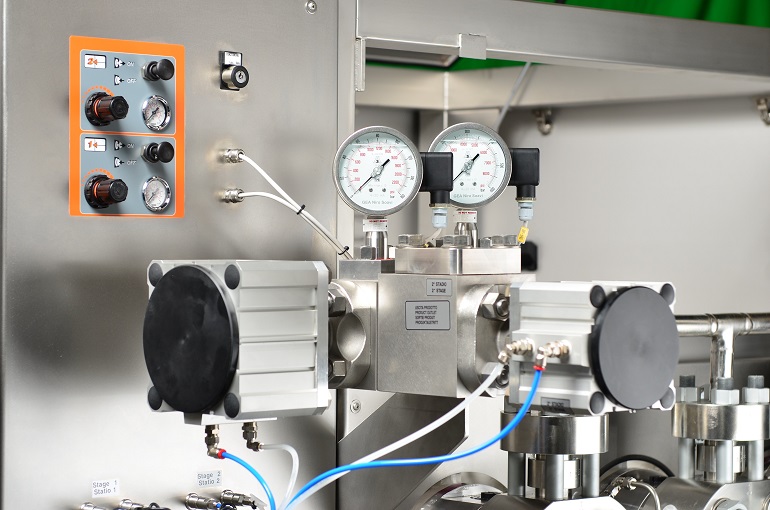
Freedom and safety High-pressure homogenization is an application field that poses challenges to pump technology. The systems used in this field consist of a high-pressure pump used as a pressure generator in addition to a hydraulic consumer, which is called the homogenization valve.
The purpose of the pump is to generate the energy for dispersion in the valve, to convey the fluid being dispersed and to ensure the exact flow rate in the process. In general, homogenizers can be roughly sorted into the following tiers:
• Low/medium-pressure homogenization: 50–500 bar (typically in the food industry, e.g. at approx. 400 bar but trending upward)
• Medium-pressure homogenization: 500–700 bar (in chemical, cosmetic and other industries)
• High-pressure homogenization: 700–2,000 bar (e.g. for cell rupture for the release of metabolites in the biotechnology industry or pyrogen-free liposome production in pharmaceutical formulation)
• Ultra-high-pressure homogenization: 2,000–40,000 bar (for killing off germs/preserving foods)
High-pressure homogenization is primarily used for breaking components down into fragments and mixing them as part of emulsion or dispersion. Milk homogenization serves as a known example of this. In this application, fat agglomeration (creaming) is to be prevented. The technology being used must not have a negative impact on the quality of the products.This is especially true for baby formula.
The objective here is to recreate the properties of breast milk as close as possible by selecting the right production components.This product fundamentally requires absolute absence of residues and maximum microbial safety.The aseptic systems and the process-related devices installed in them (such as the pumps) must meet these standards with respect to material selection and design. Any compromise made or installation error may later turn out to be a source of contamination.
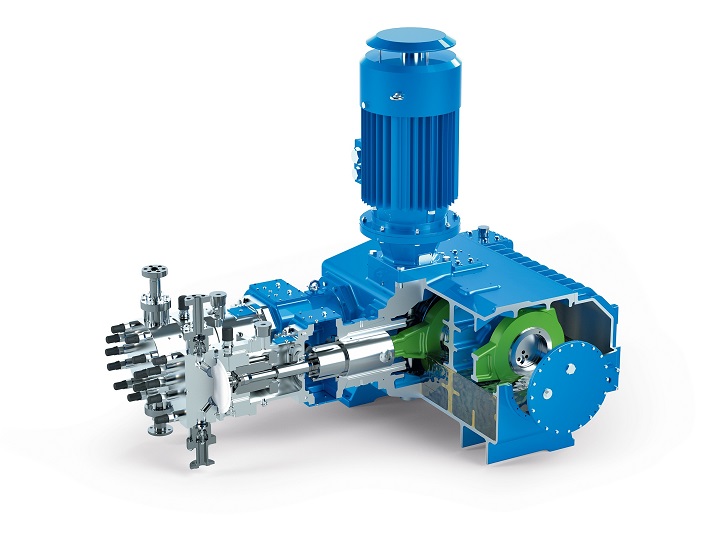
Working principles The reciprocating high-pressure pumps that the high-pressure homogenization machines are equipped with are necessary for pumping the fluid from the suction side through a feed pump (usually a centrifugal pump) by increasing pressure on the homogenization unit (single-stage or two-stage valve). Homogenizer pumps are equipped with three to six pump heads. Process diaphragm pumps stand out for their robust mono-block design and because of the integrated worm gear with high hydraulic output thanks to very smooth running.
Fluid valves with application-specific designs that have been optimized for wear and hygiene ensure reliable pumping on both the intake and discharge sides of the pump. Automated homogenization valves are controlled pneumatically and hydraulically.
The droplet size during homogenization is determined mainly by the cavitation in the chamber of the second stage and is dependent on the pressure-drop there. Assuming incompressible fluids are handled, the flow rate of a reciprocating diaphragm process pump is reduced by a small amount as pressure increases and can be treated as a nearly constant value.
Pressure fluctuations between a reciprocating pump and the homogenizer valve can be countered using pulsation-smoothing measures. This includes selecting suitable operating points for the pump and damping measures on the piping. Here, very specific dynamic simulation programs carried out within the scope of a pulsation analysis can provide support in the design.
For homogenization tasks following UHT treatment, the homogenization pump and the homogenization valve must consistently meet aseptic requirements so that the integrity of the products being treated remains ensured. However, many pumps still in use today are packed plunger pumps.
For this type of unit, note that plunger packing components with sterile barriers and flushing systems must be incorporated into the design as a measure of preventing recontamination after in-process CIP/SIP cleaning. Moreover, contaminations caused by plunger abrasion in the packing area cannot be ruled out for this pump class. The preferable option for aseptic processes is thus to equip the homogenization steps with hermetically tight process diaphragm pumps.
Diaphragm technology The diaphragm pump can be viewed as a successful evolution of the packed plunger pump. The diaphragm pump reaches an efficiency of up to 95% (in reference to what are called triplex diaphragm pumps, i.e. featuring three pump heads). The pump is set apart thanks to its low amount of wear and thanks to flow rates that are nearly independent of the discharge pressure.
In homogenization applications, users benefit tremendously from the fact that diaphragm pumps are designed to operate without dynamic sealing systems. This guarantees a hermetically tight pump head, meaning zero emissions or substrate leaks from inside the system as well as zero ingress of germs from the outside.
As a result, fluid contamination can be ruled out. This means that the diaphragm pump is the perfect solution for demanding applications. It is suitable for media that, for instance, must be pumped with zero leaks and absolute operating reliability because they are hazardous or abrasive and must under no circumstances be released into the production environment, or media such as baby formula that must remain sterile and free of contamination.
Special adjustments A hygienic or aseptic application requires additional special adjustments to the diaphragm pump head: A suitable pump head material such as stainless steel 1.4404 or, as an alternative, particularly corrosion-resistant austenitic materials such as 1.4439 or 1.4462 (Duplex), polished surfaces with an RA value < 0.8 µm and fluid chambers with minimal dead space and no gaps may make it possible to carry out CIP/SIP cleaning steps repeatedly and efficiently, thus ensuring sterile operation without dismantling.
The design and installation of the pump should, however, allow for the cleaning results to be checked periodically while still minimizing the sterile interfaces in the pipe routing.
Directives such as those of the European Hygienic Engineering Design Group (EHEDG), specifically Document 17 (‘Hygienic Design of Pumps, Homogenizers and Dampening Devices’), or the 3-A Sanitary Standards 44-03 (‘Sanitary Standards for Diaphragm Pumps’) and 04-05 (‘Sanitary Standards for Homogenizers and Reciprocating Pumps’) provide information on how pumps for the food industry are to be designed and installed.
Hygienic design aspects regarding cleaning, the pump’s ability to drain, valves and piping of sterile systems for the design of aseptic process connections of diaphragm pumps can also be found in the ASME BPE Standard in the version that is valid for the specific application.
Depending on the process requirement and the necessary pressure rating, process diaphragm pumps can be equipped with an EU 10/2011-compliant, multi-layered PTFE diaphragm (up to 700 bar).
In the case of milk products, going from packed plunger to diaphragm pump technology is a crucial step in making it possible to keep a process free of unwanted micro-organisms over the required process time and until the next time CIP/SIP cleaning is carried out. In maintaining an aseptic process chain down the line, hermetically tight high-pressure diaphragm pumps are also suitable for feeding spray towers with the aseptic and very hygienically sensitive milk concentrates.




