






Hydrochloric acid, sodium hydroxide, sodium hypochlorite, sulphuric acid – these are just a few samples of the chemicals used throughout the world in many industries. They are also the chemicals that can shut down processes through pump failure.When faced with the challenge of installing a mechanical pump in the heart of their process to meter aggressive chemicals, engineers need to juggle three complex problems:• Finding a pump that can withstand their chemicals and run reliably.• Finding a pump that accurately meters to optimise chemical usage and product yield.• Finding a pump that is quick and simple to maintain and operate. Increasingly, process engineers are turning to peristaltic pumps (Figure 4) to solve all three problems, reducing life cycle costs and driving gains in process efficiency.
Peristaltic principals
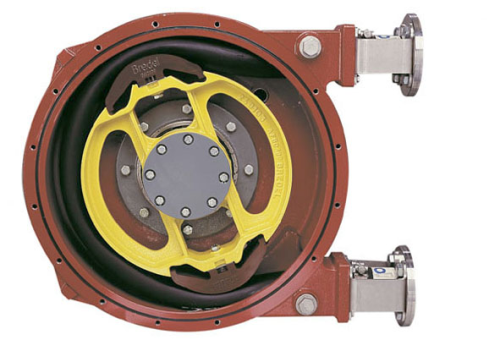
It is arguable that peristaltic pumping is the fastest growing pump technology in the world, displacing more complex and higher maintenance positive displacement (PD) pumps as the pump of choice for chemical metering. Acids, caustics, and solvents attack the valves, seals, stators and moving parts of diaphragm and progressive cavity pumps, the two most commonly used PD pump types, causing disruptive downtime and increasing life cycle costs.By contrast, the peristaltic principle allows engineers to mitigate these costs. Peristaltic pumps are inherently valve-less and sealless and have no mechanical parts in the product stream. The fluid only comes into contact with the inside of a hose or tube element, which is a low cost, low maintenance, and easily serviceable component.Based on the physiological principle of ‘peristalsis’, a term referring to the alternating contraction and relaxation of muscles around a tube (e.g. throat or intestines) to induce flow within it, a peristaltic pump’s operation is elegantly simple. A hose or tube element is positioned along a stationary pump housing and is compressed from the outside by a roller (tube pump) or a shoe (hose pump) – see Figure 5. Fluid is pushed towards the discharge as the roller or shoe moves along the outside of the element, while the restitution of the hose or tubeelement behind the shoe draws more fluid into the pump.The heart of the pump is the hose or tube, which is available in different elastomers that are specifically formulated to balance long mechanical pumping life with resistance against concentrated acids, bases, and solvents. The ‘wetted end’ simplicity of a peristaltic pump stands in stark contrast to the complexity of a diaphragm pump, where one must properly select materials for the pump housing, diaphragm, ball checks, and seals to prevent pump failure from corrosive attack.
Accurate metering
Positive displacement pumps are normally chosen to accurately meter or dose exact amounts of chemicals. In a peristaltic pump, flow is proportional to pump speed, and the complete closure of the hose or tube element (Figure 6) at all times gives the pump its positive displacement action, preventing flow drop or erosion from backflow and eliminating the need for checkvalves. Without check-valves, peristaltic pumps eliminate the primary source of metering inaccuracy and will not vapour-lock.Diaphragm pumps have internal valves that can stick, clog and not seat correctly (because of corrosion of the ball or seat), causing variation in flow that can jeopardise the integrity of the finished product, or cause inconsistencies in product quality. In addition, chemicals that have entrained gasses, such as sodium hypochlorite, can vapour-lock diaphragm pumps, completely stopping flow.The turndown ratio, or flow range, of a peristaltic pump is unparalleled. A high quality peristaltic pump is capable of over 2000:1 flow range (max flow to min flow) by simply controlling a single parameter – the rotor speed. With the added versatility of putting different tube sizes into one pump, the flow range expands to a million to one range using a single pump. Diaphragm pumps are normally limited to 20:1 speed rangewith typical controllers. Although diaphragm stroke length can also be adjusted to increase flow range, short stroke lengths decrease metering accuracy tremendously. When wide flow ranges are required, two, three, or more diaphragm pumps are commonly required to manage the flow requirement that a single peristaltic pump can cover.
Life cycle costs
While the initial capital cost of a peristaltic pump can be slightly higher than other PD pumps, an assessment of costs associated with ancillary items, installation, maintenance downtime and spare parts quickly tip the life cycle cost calculation in favour of the peristaltic pump, often significantly.With the tube or hose element being the only wetted part, peristaltic pumps are virtually maintenance-free, with no expensive seals to replace, no check valves to clog and no rotors and stators to wear out, though the hose or tube element does need periodic replacement. Even so, industrial-duty peristaltic pumps will provide thousands of hours of reliable and repeatable hose or tube life before the element fatigues and needsreplacement. When it is time to replace a hose or tube element (Figure 7), the procedure takes less than an hour and, in some cases, only a couple of minutes.Additionally, the change of the element is done quickly and safely where the pump sits without the need for any special tools. This is significantly less then the 4-6 hours typically required for rebuilding a diaphragm or progressive cavity pump, which does not include the additional time for pump removal, transit to and from the maintenance shop, and reinstallation. Replacement hose and tube element costs are extremely economical, compared with rebuilding a diaphragm or progressive cavity pump, where wetted end replacement parts, suchas ball valves, rotors and stators, can cost up to 75% of the pump’s initial purchase price.Peristaltic pumps also do not require the installation and maintenance of ancillary equipment commonly used with other pumps. Diaphragm pumps require backpressure valves and degassing valves for the proper operation of their internal check valves. Progressive cavity pumps often need double mechanical seals, seal water flush systems, run dry protection and in-line check valves. The cost of these ancillary items is eliminated when installing a peristaltic pump.Process control requirements and chemical compatibility often make peristaltic pumps a lower cost capital item than other PD pumps, delivering financial benefit even before the reduction in maintenance and ancillary costs is considered. For example, a progressive cavity pump’s price can be exponentially inflated when expensive metallurgy becomes the only corrosion-proof option for the rotor, housing, and wetted drive rod components.Many PD pumps require the extra cost of a separate control panel or variable frequency drive (VFD) for achieving variable flow metering, with incremental cost and complexity if high turndown is required. Peristaltic pump manufacturers, however, build high turndown, closed loop speed control capability and expansive I/O connections for DCS, SCADA and PROFIBUS systems into their off-the-shelf pumps (Figure 8). This solution simplifies mechanical, electrical, and instrumentation integration.Peristaltic pumps have the ability to self-prime and dry-prime (up to around 10m), which improves employee safety by reducing handling of hazardous chemicals. The type can also run dry indefinitely without damage, making it the ideal PD pump for tank empting or other unmanned applications that may require periodicrunning with little or no fluid entry. Also, peristaltic pumps are completely reversible, so a simple change in direction can be used to drain lines or dislodge line blockages.
Applications
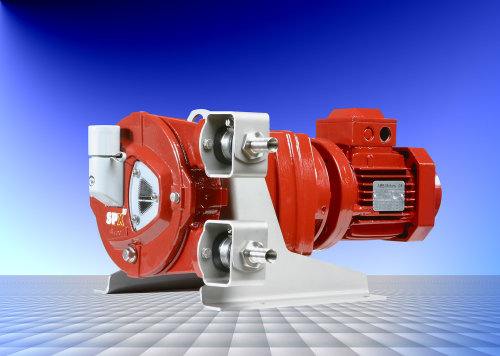
In industrial chemical metering applications, past history has given diaphragm and progressive cavity pumps a leg up on peristaltic pumps in terms of product awareness and market penetration. Historically, the fundamental barrier to applying peristaltic pumps to heavy duty chemical applications was a technological limitation in hose or tube design that could withstand highly corrosive fluids while yielding long life at continuously high pressures and flow rates. For this reason, peristaltic pumps had found their niche in low pressure, batch pharmaceutical processes, with limited use in industrial processes. This has turned around over the past fifty years, however.Pump manufacturers, such as Watson-Marlow Pumps Group, thought to be the world leader in peristaltic pumps, have developed pumps and chemical duty elements capable of over 1,325 litre/min (350 gallons/min), 16.5 bar (240psi), thousands of hours of continuous duty hose and tube life, and metering accuracy better than 0.5%. Peristaltic pumps are now installed around the world, widely employed for transferring and metering the toughest corrosive chemicals across a variety of industries, including petrochemical, paints and pigments, pulp and paper, food processing, mining, water, and wastewater treatment.Peristaltic pumps have proven to be highly resistant to the acid and caustic chemicals that quickly eat away at the metallic components of progressive cavity and diaphragm pumps. For example, an engineered plastics manufacturing plant uses a Bredel SPX10 pump from Watson-Marlow (Figure 9), with a long-lasting rubber hose to precisely meter hydrochloric acid in the production of linear polyphenylene sulphide (PPS). Because of the hose pump’s metering capability, the plastics manufacturer does not require separate flowmeters and valves to measure and control the flow. Rather, the company’s engineers adjust the speed of the feed rate by simply altering the rotor motor’s speed using a variable frequency drive.This manufacturer chose peristaltic pumps versus other positive displacement designs because the aggressive chemicals do not make contact with any metal parts. Likewise, water and wastewater treatment facilities often use hose pumps for ferric chloride, which is not only a coagulant in treating sewage and drinking water, but is also a highly corrosive chemical used for etching metals, including copper and stainless steel.A power generation servicing company uses peristaltic pumps to meter 246 lire/min (65 gallon/min) of sulphuric acid when cleaning out the condensers of a power plant, driving the pH down to below 4.0 in order to break down scale. Precise control of the acid flow is necessary to ensure that, after the scale is dissolved, the discharge to the municipal wastewater system will have a neutral pH.On the other side of the pH scale, peristaltic pumps are used extensively with sodium hydroxide for many different applications, such as bleaching pulp at paper mills and disinfecting potable water. Because the hose in a peristaltic pump is self-cleaning, it does not experience the crystallisation that builds up in other pumps and eats away at seals.Until recently, petrochemicals, hydrocarbons and oil-based products were all beyond the reach of peristaltic pumps because of pumped product incompatibility with the rubber hose. However, a new TPE (thermoplastic elastomer) hose called PetroProof, introduced by Watson-Marlow, is now available for use with toluene and other highly corrosive solvents used in the production of a myriad of materials. These include gaskets, aerosol spray paints, wall paints, lacquers, paint strippers, adhesives, printing ink, spot removers, cosmetics, perfumes and antifreeze.
Abrasives handling
Frequently, corrosive fluids contain not only corrosive chemicals, but also abrasive material. Peristaltic pumps, originally designed for caustic and abrasive cement applications, stand up well to the challenge. A southeastern US building products manufacturing plant also uses Watson-Marlow’s Bredel peristaltic pumps in the manufacture of its fibre cement siding products. The cement mixture has little effect on the hose, despite being highly abrasive and strongly basic (pH of 12 to 13).Peristaltic pumps are also used for other corrosive and abrasive fluids, including lime slurry and underflow in mining operations (Figure 8), alum in wastewater treatment (Figure 9), and titanium dioxide for pigmented inks and paints.In contrast with peristaltic pumps, the combination of corrosion and abrasion takes a toll on other PD pumps. In diaphragm pumps, corrosive and abrasive fluids inevitably cause erosion or clogging of the valves, requiring frequent rebuilds of the pump’s wetted end. Progressive cavity pumps move fluid along the successive cavities formed between the meshing of a fixed stator and rotating rotor. Erosion from abrasive fluids widens clearances between the rotor and stator, causing internal slip. This requires the user to speed up the pump in order to maintain capacity and/or metering accuracy – accelerating wear until rotor and stator need to be replaced, normally four stators to every rotor replacement.With diaphragm and progressive cavity pumps, abrasive fluids can cause problems beyond the normal wetted end of the pump. For example, in a progressive cavity pump, it is only a matter of time until universal joint (gear or pin type) seals fail, allowing abrasive slurry to erode the numerous parts within each joint, including the ends of the connecting rod.
New developments
Watson-Marlow has taken process-duty pumping to the next level by developing what is thought to be the first peristaltic pump with integrated PROFIBUS capabilities. The Bp pump brings the advantages of PROFIBUS networking to the benefits of peristaltic pumping, making it easy and efficient for customers to integrate this seal-less, valveless pump technology into their PROFIBUS control system. With two-way real-time communications, the Bp range offers increased diagnostic capability and faster responsiveness, helping optimise process controllability while minimising plant downtime and maintenance. The Bp range’s PROFIBUS compatibility also minimises capital cost by reducing the complexity of installation wiring and associated engineering time and hardware.
Conclusions
Despite all of the advantages of using peristaltic pumps for corrosive chemicals, they represent only a modest, but ever growing, percentage of the positive displacement pump market in the US. This is primarily because peristaltic technology is relatively new in the US market, whereas diaphragm and progressive cavity pumps have a lengthy history. However, with the pressure on plant managers to reduce life cycle costs of their pumps, the functionality and benefits of peristaltic hose pumps are becoming more widely known, and new peristaltic technology is fast becoming the PD pump of choice for tough chemically aggressive and abrasive applications. ContactChuck TreutelP.E., marketing manager, Watson-Marlow Pumps GroupWilmington, MA, USATel: +1 978 658 6168Fax: +1 978 658 0041Email: ctreutel@wmbpumps.comWeb: www.watson-marlow.com




