


Traditional submersible sewage pumping stations are difficult, dirty to maintain and pose a number of health risks, not least because methane gas can accumulate in the sump. There are many acts to adhere to when dealing with submersible pumps and sump entry such as The Control of Substances Hazardous to Health which aims to reduce the risk of illness due to exposure to sewage and The Lifting Operations and Lifting Equipment Regulation (LOLER) 1998 which requires lifting equipment to be strong and stable, and marked to indicate safe working loads.
Winning combinations
Packaged pumping systems have been developed to enable sewage collection to satisfy these health and safety requirements and legislation. They pump and macerate waste in a single operation and typically consume less than 50% of the energy of conventional centrifugal sewage pumps. They are surface mounted, avoiding the need for lifting chains or sump entry.
Innovative technology
With a capacity range of up to 500 m3/h of raw sewage, packages typically combine a positive displacement pump with a solids grinder, which enables the use of a ‘small bore’ rising main system and savings of up to 75%.
The positive displacement action of the pump lifts the raw sewage from the sump into the cutting chamber of the grinder. When the pumping cycle ends, unmacerated material falls back into the sump, clearing the suction pipe for the next duty run.
The reduced pipe size increases the velocity of the sewage, providing an optimum flow rate and eliminating the risk of solids settlement and septicity. The final effluent being discharged to the treatment works arrives in constant, short discharges, minimising shock loading and downstream blockages.
Out with the old
Progressing cavity pumps in packaged systems have proved invaluable when it comes to handling the more viscous media such as filter cake and primary, secondary and dewatered sludges. Flow volume is effectively linear to running speed, making it easy to adjust to required changes in flow demands. Unlike centrifugal pumps, progressing cavity pumps are not greatly affected by pressure, making them completely versatile. Progressing cavity pumps do not need constant priming and are ideally suited for high suction lifts through the grinder, as pressure drop is minimal.
Maximising efficiency
The most efficient packaged pump systems feature the latest generation of twin shaft grinder which feature precision cutters mounted on contra-rotating shafts, enabling it to deliver highly effective size reduction of solid particles in incoming wastewater. The differential speed of the cutter stacks pulls apart fibrous material, while the leading edge and sides of the cutter teeth crop and shear other materials such as plastic into small pieces.
Proven process
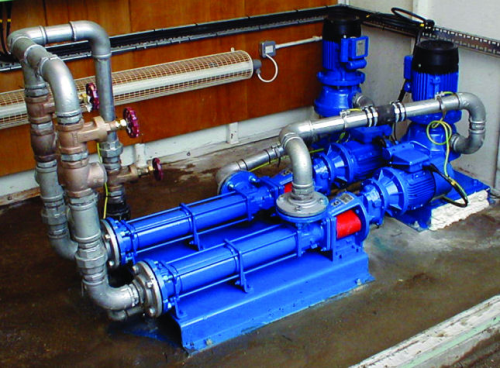
Severn Trent Water installed two high performance packaged pumping systems at its Burnhill Green sewage treatment works in Staffordshire. The two systems were specified by Severn Trent Water to handle the transfer of raw sewage at a capacity of 13 m3/h to a high level Rotating Biological Contactor (RBC).
The new packaged pump combines a progressing cavity pump, together with a tri-hammer macerator fitted in the suction line which enables it to lift the raw sewage from the collection sump into the cutting chamber to finely macerate solids prior to entry into the pump. Blockages are therefore eliminated and when the pumping cycle ends, large unmacerated solids fall back into the sump, clearing the suction pipe for the next duty run.
The perfect solution
Packaged pumping systems offer wastewater treatment plants a consistently safer, more hygienic and reliable solution to submersible sewage pumping stations that easily meets health and safety requirements and delivers far lower whole life costs.




