

In the early phases of the Ashkelon project Sulzer Pumps committed to develop a pump range designed to optimize cost and dedicated to high-pressure feed to seawater reverse osmosis (SWRO) applications for medium and large plants. Sulzer Pumps Engineering looked at both the application itself and what the future trends in market would be. The approach was to build a range of pumps able to match the following main characteristics:
• Able to handle cold liquids (seawater) in a range of feed flows between 600 to 3,000 m3/h
• Differential heads between 550 to 740 m
• Power input between 1,000 to 6,000 kW
• Design pressure of approximately 100 bar
• Highly efficient and with field proven mechanical reliability
The design work was executed in close cooperation with some of the most established engineering contractors in the field of SWRO plant construction. These new developments contributed to the development of plant designs and to the improvement of efficiency, reliability and availability of the high pressure (HP) feed pumps.
Potentially, there are two design concepts applicable to the multistage pumps used for high pressure feed duties in SWRO applications. First, the volute type axially split casing design with a single pressure boundary, and, second, the diffuser type segmental ring casing design with a multiple pressure boundary. In the initial development phase both designs were considered to develop the multistage pumps needed for the above-mentioned range of operating conditions in high pressure feed services. Finally, the decision was made to focus the engineering efforts on the volute type axially split construction, as it was the most appropriate solution.
In a second step, the current diffuser type segmental ring casing pump range was extended to cover feed flows up to 900 m3/h to provide a pre-engineered alternative for medium sized installations.
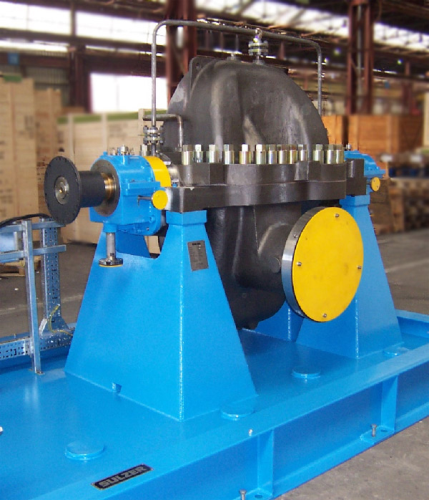
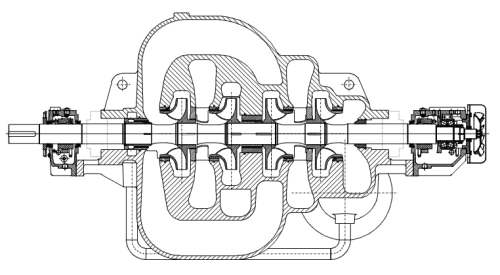
Based on the Sulzer MSD range, which is used to serve the oil & gas and hydrocarbon processing industries, the re-design of the MSD for reverse osmosis was undertaken using the following principles: axially split casing with opposed impellers, double volute, centerline mounted and heavy duty between bearing construction.
• Axially split for a single pressure boundary, centerline supported, heavy duty casing with the ability to absorb forces and moments from the pipe work placed on the nozzles (according to API 610) with proper transmission of them to the foundation, plus easy maintainability with easy access to rotating parts
• Opposed impellers for axial hydraulic balance of the rotor and center balance bushing to provide rotor-dynamic stability and high degree of dampening of critical speeds, even when the parts are worn
• Double volute for radial balance of the rotor, which delivers both high and sustained efficiency
• Heavy duty between bearing construction to avoid the rotor contacting the stationary wear parts during the start-up process or due to flow transients.
Complementary to these main design characteristics previously described, Sulzer Pumps’ most recent hydraulic developments were adapted to the MSD:
• Optimized specific speed (nq): nq = 34 for optimum efficiency in most of the pump sizes; other nq hydraulics are also possible
• Flow splitters in the impeller inlet to avoid internal flow recirculation and provide high efficiency, even with trimmed diameters
• Smooth, wide hydraulic passages: generously dimensioned interstage crossover specially designed to minimize hydraulic losses
• Double suction first stage is standard in the larger sizes (12 in and 14 in) and optional in all the rest (8 in and 10 in); this is a required pre-condition in some of the 60 Hz countries; staggered vanes are featured for low pressure pulsations and pump vibration levels
• Impeller outlet to volute lip distance optimized to reduce pressure pulsations and pump vibration levels
• Long lasting efficiency over the pump's lifetime is mainly reached by hydraulic improvements, not by simply tightening the clearances
• 40,000 hour impeller lifetime guaranteed with a proper coverage of the NPSHa/NPSHr 3% margin
• Mechanical design was very important, and many improvements were introduced that enabled us to achieve our target optimization. Pump casings and impellers were cast in super duplex steel as this is an ASTM A 890 GR 1C standard (38
For the smaller sizes, 8 in and 10 in, the following criteria were configured:
• Fixed axial position of the rotor by sleeve radial and double row ball axial bearings is standard; tilting pad axial bearings are optional. Bearing allows temperature and vibration monitoring.
• Oil ring lubrication is standard; air cooling for the DE and NDE bearings to prevent possible corrosion of the oil coolers is available.
• Forced feed oil lubrication is an option.
For the larger sizes, 12 in and 14 in, the following configuration was chosen:
• Fixed axial position of the rotor by sleeve radial and tilting pad axial bearings is standard. Bearing allows temperature and vibration monitoring.
• Forced feed oil lubrication is standard and the lube oil system cooler can be cooled by either air or water.
Stationary wear parts made of composite materials to tighten clearances were chosen. Rotating wear parts are integral with the impellers to avoid loosening. Stationary wear rings work only as wear parts, not as hydrodynamic bearings. The pumps are provided with proper external bearings to prevent loss in their mechanical performance if sand penetrates the pump from the inlet filters. A simple but proven four-stage opposed impeller design for the smaller sizes and a two-stage opposed impeller design for the larger sizes with improved hydraulic performance is the key to high pressure feed applications. Thousands of Sulzer MSD pumps have proven their mechanical design and durability with millions of operating hours in the field.
Currently, there are four sizes available of the MSD dedicated to reverse osmosis applications, having respectively 8 in, 10 in, 12 in and 14 in discharge flanges to cover the range of feed flows between 600 to 3,000 m3/h. Using basically the same type of hydraulic profile (nq = 34), the number of stages may vary from four in the smallest sizes (8 in and 10 in) to two in the largest sizes (12 in and 14 in). Since these pumps have been introduced into the market, they have been able to beat every previous record for efficient and reliable operation in HP feed SWRO applications. They have been used as dedicated pumps on both single rack of membrane arrangements and feeding the pressure center for multiple racks of membranes in parallel. Eight of the MSD-D/2 sizes 14 × 14 × 19A supplied to Ashkelon SWRO in 2003 are still the pumps with the highest flow (2,500 m3/h each) and the most powerful (5,300 kW) driver in operation in the world of HP feed applications.
Sulzer Pumps is a partner to SWRO Contractors from the early stage of a project to develop the most suitable solution for the HP feed application, selecting the optimum pumping configuration to reduce the number of pumps in operation, with minimum maintenance and the best hydraulic fit to reach the highest possible efficiency.




