


Repairing critical equipment can be a time-consuming task, especially if original parts are difficult to source. Sulzer’s US Parts Manufacturing Centre in West Virginia re-engineers and produces new castings for rotating equipment by using additive manufacturing.
As well as being a major pump original equipment manufacturer (OEM), Sulzer is also an international, independent service provider for the repair and maintenance of rotating machines including turbomachinery, pumps and electro-mechanical equipment. The company has a global network of over 180 technically-advanced manufacturing and test facilities, which offer cost-effective, customised and turnkey solutions.
Replacing and repairing parts is vital to maintain equipment and keep efficiency at the required levels. When larger pieces of equipment are involved, the role of repairs is often more critical and making a timely repair is very important in terms of reducing downtime. Sulzer knows this only too well and it was with this scenario in mind that it acquired Sturm Machine Co. in Barboursville, West Virginia to create the Sulzer US Parts Manufacturing Centre.
OEMs always do their best to provide a comprehensive array of spare parts for their products. However, after equipment has been in service for decades, the OEM may not be able to deliver this level of support for a number of reasons. The manufacturer may have been acquired by another entity or it may have stopped producing parts for this machine and have no further reserves in stock.
Replica parts As a provider of turnkey solutions, Sulzer is able to offer alternative solutions when repairs and spare parts are required. The service centre in Barboursville is equipped with the latest technology and facilities to reverse engineer exact replica parts or create upgraded parts using design revisions, modern materials and advanced machining techniques. From three-dimensional (3D) laser scanning to the on-site foundry and computer-controlled machining equipment, the service centre can deliver precision parts with minimal lead times.
Creating a set of 3D engineering drawings is now much less time-consuming, thanks to hand-held laser scanners that can measure items quickly and accurately. Sulzer has invested in both FARO systems and the HandySCAN 700. The latter is a very compact device that is accurate to 30 µm.
When creating replacement parts for crucial pieces of equipment, speed is of the essence. Using the latest generation of laser scanners enables Sulzer’s engineers to gather 480,000 points of data every second. Seven intersecting laser lines ensure that even the most complex geometry is captured accurately.
On-site engineering For equipment that cannot be easily moved, on-site engineers can visit customers’ premises to offer specialist advice and take essential measurements to create new engineering drawings. Sulzer uses multiple portable coordinate measuring machines (CMMs) and laser scanners for on-site data acquisition. These allow dimensions to be repeatable within 0.025 mm (0.001 in).
Once the basic dimensional data has been acquired, design engineers can then fine-tune the design of the new component. For example, the geometry of an impeller can be adjusted to make sure clearances are optimised. The designers can also make alterations to the original design to account for changes in the application or performance needs.
Additive manufacturing Traditionally, casting a new component involved creating a wooden pattern of the original and putting it into a sand-casting box. This is a very time-consuming process and it can take weeks to complete. It is also subject to considerable inaccuracies, especially if the wooden patterns are stored for any length of time and become distorted.
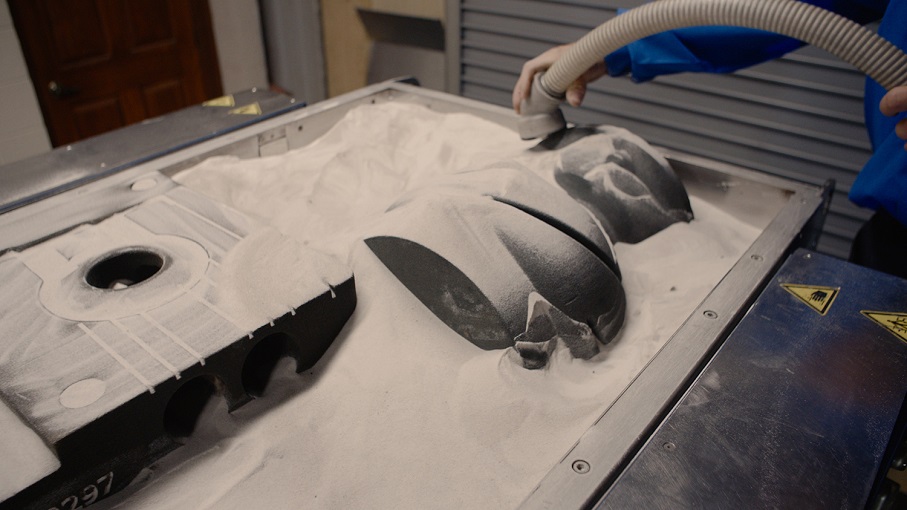
Now, designers can export the engineering drawings in a number of file formats, which can be used by a wide variety of machine tools and robots. One method is to use a 3D sand printer that uses the data to rapidly build a mould of the new component. Using layers of sand and adhesive, the 3D printer can create a mould able to withstand the high temperatures of molten metal that will form the new component.
Patternless casting During the mould creation process, Sulzer’s design engineers use computational fluid dynamics to predict the flow of gases within the mould as the molten metal is poured. It is essential that the gases have effective escape routes, or vents, since trapped gases cause weaknesses in the new component. The vents can be incorporated into the 3D computer-aided design (CAD) drawing and included easily in the sand printing process.
The 3D sand printer is one of Sulzer’s latest investments in additive manufacturing technology which provides complete precision moulds and cores. The process takes about 48 hours to complete, but depending on the size of the components, multiple moulds can be printed at the same time, making it more efficient.
Another method of creating a mould, which is often used for making casings, involves two halves, known as the cope and the drag, which are brought together to create the finished shape. Today, the process starts with a solid block of sand that is machined using a multi-axis CNC robot milling tool to create a precision mould as laid out in the 3D CAD drawings.
To produce a wooden pattern for the sand-casting box the traditional way takes 2–6 weeks, depending on the complexity of the pattern form. Using a 3D sand printer removes the need for a pattern and the mould is printed directly and finished in 48–60 hours. Machining a precision mould from a sand block takes 2–4 hours. The on-site foundry at Sulzer’s service centre is central to creating new parts, and it is capable of pouring 100 different alloys for castings up to 450 kg (1,000 lbs). The designers determine the exact composite of the metal alloy by the component and its application; advanced metallurgy knowledge enables Sulzer to offer new components with better durability than the originals.
CNC machining Once the basic building blocks for a new component have been created, the machine shop takes over to establish the final dimensions. Sulzer has recently invested over US$2 million in machine upgrades and modernisation, which enables the current facilities to deliver parts to precise, high tolerances.
The machine shop is equipped with CNC vertical turning lathes for impellers and bowls, horizontal shaft lathes, milling equipment and grinders, enabling Sulzer to deliver complex components. The shop also provides extensive quality control procedures and equipment to ensure that every part is manufactured to the highest standards.
Quality control In addition, the service centre can provide heat treatment, certified material reports, chemical analysis, and a range of material tests and non-destructive testing (NDT). This ensures the reliability of the parts and compliance with customer specifications.
As an integrated maintenance provider, Sulzer offers a comprehensive range of services for electrical and mechanical equipment that can minimise downtime and improve reliability. Sulzer's facility in West Virginia is fully equipped to create new parts for any repair and retrofitting project where speed and precision are essential.





