At a combined cycle power plant, a boiler feedwater pump was experiencing problems. Hydro provided major cost savings through advanced engineering analysis, material upgrades, and testing for validation.
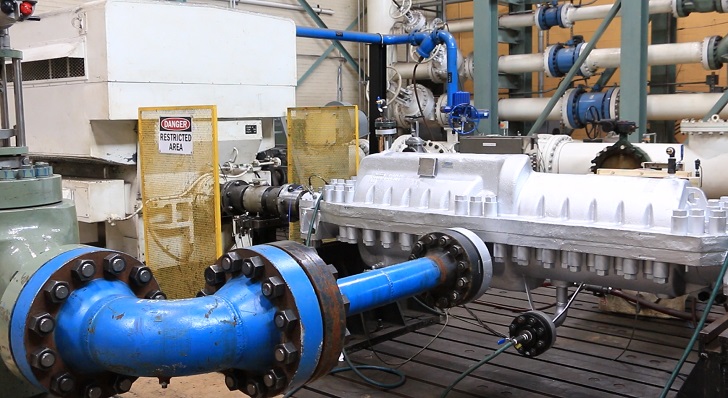
A combined cycle power plant in the Pan Handle region of Texas found themselves experiencing repeated failure on one of their 14 stage boiler feedwater (BB3) pumps. The pump had recently been modified by the supplier to provide a short-term solution. This in turn reduced the mean time between failure (MTBF) of the pump, requiring continued support and further analysis. Combined cycle plants are comprised of both gas and steam power production technologies, capable of producing up to 50% more electricity than traditional simple-cycle plants. With the ever-increasing demand for energy, this technology is becoming increasingly relevant in throughout the pump industry. As such, it is highly important that these plants operate at peak efficiency. Originally, the stationary inserts at several locations in the pump assembly were modified in such a way that increased the likelihood of friction and galling of the stationary and rotating parts of the pump assembly. The consecutive failures experienced on site were repeatedly of the same failure mode, which strongly pointed toward a pump design problem. Critical service The importance of the feedwater service for power production appropriately designated the pumps in the service as ‘critical’. A prolonged outage or expected failure of a critical asset can lead to a loss in revenue for a power plant. As a result, there was significantly increased pressure to not only repair the pump, but to identify and correct the experienced failure mode. Hydro, Inc. a global aftermarket pump service provider, offered the plant an independent voice and engineering focused approach to the problem. The plant worked with their Houston service center with support from their engineering team and test facility located in Chicago, Illinois. The service center focused on providing high quality workmanship and utilized their unique engineering expertise to design and implement the modifications needed to solve the plant’s pump problem. The test facility provided the ultimate confirmation that the engineered upgrade met the satisfaction and the plant’s requirements for overall pump performance; from both hydraulic and mechanical standpoints. A completed work scope was presented to the plant that included a disassembly, cleaning, and inspection (DCI), a complete pump overhaul, pump improvement modifications to address the failure mode experiences in the field, hydrostatic testing services, and performance testing services.
As part of the pump improvement modifications, Hydro engineers recommended that a non-metallic composite material be used to replace the existing stationary components, including the center bushing, throttle bushing, throat bushing, and case rings.
High-performance The new material, which is a type of durable high-performance polyimide-based plastic, is mostly used for aerospace, semiconductor, and transportation technology. By combining heat resistance, lubricity, stability, and chemical resistance, it can be used in hostile and extreme conditions. The material does not produce outgassing even at extreme temperatures which makes it extremely valuable for support. In total, thirty-one stationary components were replaced with the new non-metallic material. The composite material decreases the likelihood of galling between stationary and rotating parts during operation. As a direct result, tighter clearances can be maintained leading to improvements in pump performance. The expectation was that the improvements will lead to increased pump efficiency, such as more differential head produced due decreased hydraulic losses and reduced overall pump vibration as rotor stability is increased.
This particular pump was an excellent candidate for the recommended improvement. The longer rotor length, due to the 14 stages, presented a challenge due to the expected sag in the rotor that places additional importance on the center bushing for support.
Specifically, during startup, shutdown, and other transient conditions, there was a tendency for dynamic thrust loads to be carried in part by the center bushing. Additionally, the high-pressure service presented a challenge that the composite material used be sufficiently resistant to deformation and extrusion.
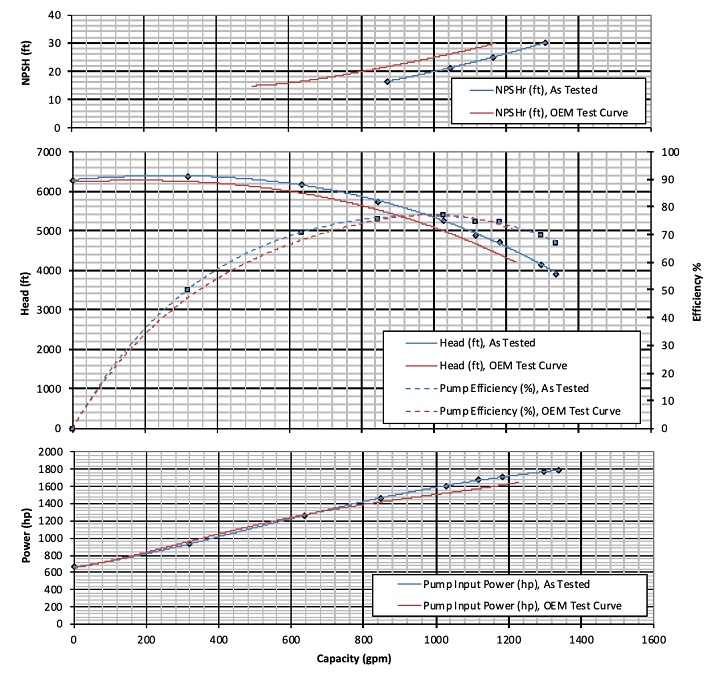
After the completion of engineering upgrade and pump reassembly in their Houston facility, the pump was sent to the sister test facility in Chicago, Illinois. The pump was tested for hydraulic performance against the OEM performance curve which provided a quantified condition assessment useful to the plant pump operators. The pump was also tested to quantify the mechanical performance in terms of overall vibration and bearing temperature observed during pump operation. The performance test results (Figure 2) revealed a noticeable performance improvement as compared to the OEM curve in terms of differential head versus flow rate. In addition, there was an observed efficiency improvement in the lower flow regime area of the performance curve. Mechanical validation testing also revealed that the modified pump operated with remarkably low vibration given the size and horsepower of the pump. Overall vibration levels during the test were well within the API 610 11th Edition limits as well as Hydraulic Institute 9.6.4 recommended limits. Desired performance The performance test results from the Chicago test lab verified that the scope of work provided achieved the desired performance and mechanical improvements. After the pump was installed and operated in the field, the combined cycle power plant provided the ultimate confirmation that the pump operated as intended. Hydro, Inc. was able to offer a responsive and cost-effective solution. The quality workmanship provided in the pump repair, starting with the disassembly, cleaning, and inspection, coupled with the material upgrade of the stationary components of the pump assembly addressed the root cause of failure experienced by the power plant. In addition, this repair laid the groundwork for future repairs of sister pumps experiencing the same issues in operation. The success of this pump upgrade, including the return on investment and improvement in overall pump reliability, has opened the opportunity of similar upgrades on other boiler feedwater pumps.
Authors Dr. Gary Dyson and Ares Panagoulias of Hydro, Inc. Larry White and Chris Brown of HydroTex