

Water waste is often deemed an unwanted, but inevitable by-product of mining processes. Yet modern pump sealing technology exists which can virtually eliminate this waste while conserving energy, improving pump reliability and achieving long term operational savings.
Water is one of the most vital, and increasingly imperilled, resources on earth. That much is understood and acknowledged by industries across the globe.
However, it is also one of the most unnecessarily squandered resources in mining operations. And while the industry has begun to embrace efficiency and sustainability-led advances such as automation and renewable energy, it remains steadfastly set in its ways when it comes to slurry pump technology.
Three approaches are routinely specified by pump manufacturers to seal slurry pumps: mechanical packing, expellers (also known as ‘dynamic’ seals’) and single mechanical seals. All come with significant limitations, including poor reliability, reduced mean times between failure (MTBF), intensive maintenance requirements and higher operational costs.
These factors alone should give mine managers cause for a re-evaluation of the sealing methods used on slurry pumps. However, any company with a commitment to the International Standards Organisation ISO-14001 Standard for environmental management systems and ISO-50001 Standard for energy management systems should pay attention to the excessive water waste and high energy consumption that results from opting for these traditional sealing methods.
Inefficient sealing When used to seal the process pumps in a mine’s scrubber and floatation circuits, gland packing, single mechanical seals and expeller seals all demand one of the most wasteful aspects of slurry processing which is seal flush water injection.
On gland packed pumps it’s essential that packing is flushed with clean water to keep it cool and lubricated, while both single slurry seals and expellers require a supply of cool, clean flush water to be injected into the process at high pressure, maintaining a stable fluid film between the delicate seal faces to keep them cool and lubricated, while forcing the damaging slurry away.
The flush water required in all three sealing approaches is supplied from an external source and injected into the process at a higher pressure than the stuffing box pressure, in line with the industry standard American Petroleum Institute (API) Piping Plan 32. Water which doesn’t leak onto the ground or into the process is sent to the tailings dam. This also has an effect on the water balance of the plant.
This approach constitutes a loss of clean water amounting to billions of gallons a year globally. One large, conventional slurry pump typically consumes 10 US gallons (37.8 litres) per minute, amounting to 5.2 million US gallons (19.6 million litres) of water every year – a shocking statistic by any measure.
At a time when global water supply is predicted to fall short of demand by some 40% by 20301 , removing unnecessary use of this valuable resource should arguably be a central plank of any responsible sustainability programme. Yet excessive water use, and the higher energy consumption it entails, remain embedded in the processes of many mining companies. Worse still, it is fair to say that it is often accepted as simply ‘par for the course’ by reliability engineers and management alike.
But the fact is that water waste on any scale is a totally unnecessary feature of slurry operations as it can be almost totally eliminated simply by employing advanced double mechanical seals and modern water management support systems.
Improve reliability The type of seal selected, the environment in which it operates, and crucially, the tank support system which supplies the water to maximise seal life, combine to provide the solution to excessive water waste and energy use.
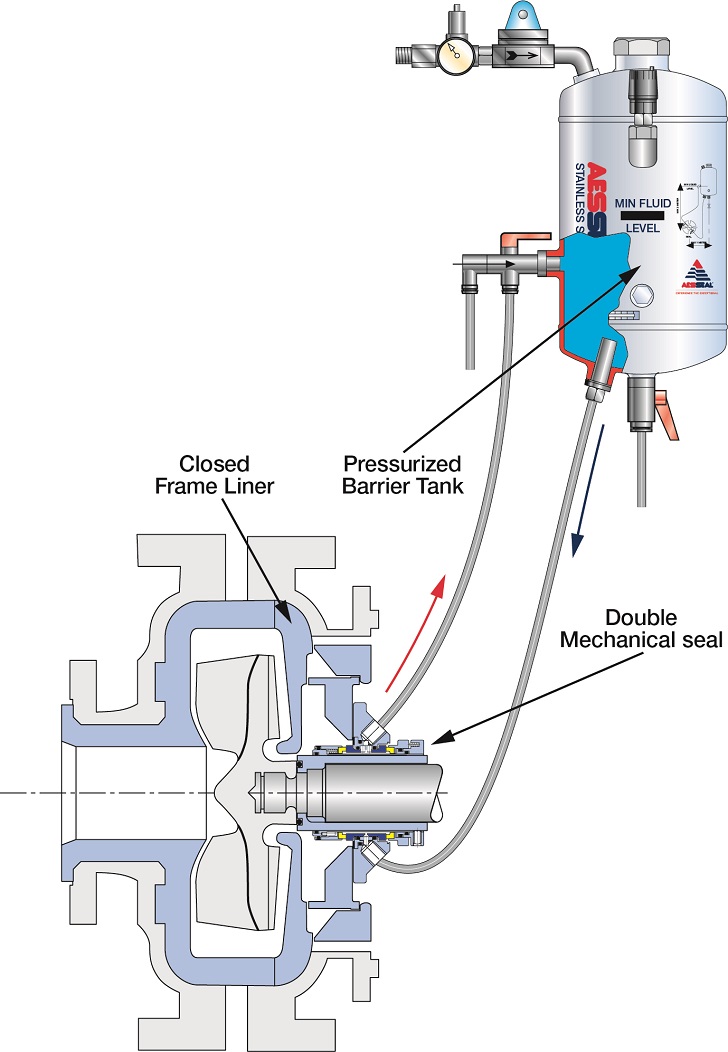
Modern double mechanical seals have two sets of faces, one sealing to the process fluid and one to atmosphere, with a barrier space between the two. They are designed to meet the arduous requirements of heavy duty slurry applications, with fortified metal parts which are highly resistant to corrosion and erosion. Large ports and increased radial clearances mean the lubrication which is vital to optimising seal life is maintained constantly and consistently.
A pressurised barrier tank system is central to the environmental sustainability of this solution. It employs a thermosiphon process which supplies clean, cool water to the barrier space between the double seals at a pressure higher than the product pressure, ensuring a consistent, stable and clean fluid film to keep the seal faces cool and lubricated.
As the mechanical seals generate heat, the hot water in the barrier space rises to the tank and is radiated to the atmosphere, allowing the cooler, denser water to sink back down to provide cool lubrication to the seal faces. Most importantly, the flush water is constantly recycled, flowing across the seal faces in a continuous loop and reducing leakage to the absolute minimum, roughly a teaspoonful a day.
While API Plan 32 is unsuitable for servicing multiple slurry pumps in a ‘series train’ without the need to install special pump systems, pressurised barrier tanks offer ratings up to 435 psi (30 bar), making them ideal for these applications. Self-topping and self-pressurising, they are also almost maintenance-free.
Where no plant water supply is available for topping up the tank systems, or the supply has inadequate pressure, fluid delivery units can be selected to supply the barrier fluid to seal faces. These have the added benefits of being able to supply a water/glycol mixture or oil to provide freeze protection in extremely cold climates.
Wide-ranging benefits The benefits of upgrading to modern sealing solutions and support systems were felt by a coal mine in Poland using a slurry pump to supply coal mud at 9 bar (135 psi) to filter press. Flushed packing resulted in huge dilution of product, resulting in greatly increased filtration times and costs. The pump was sealed with a double mechanical seal designed to meet the arduous requirements of the process.
The supporting seal tank system reduced leakage and product dilution to virtually zero. Return on investment was swift and the savings long-term. The benefits in terms of water conservation have been equally longlasting and the company’s reputation enhanced.
The mining industry must deal with a tough and costly challenge when it comes to maintaining rotating equipment. But the planning, processing and disposal of flush water constitutes an operational and financial burden which is entirely avoidable.
And when a company can eliminate water waste at the same time as increasing reliability and reducing long term operational costs, the decision to upgrade to modern systems should surely be a moral imperative as well as making sound business sense.
12030 Water Resources Group – ‘Charting Our Water Future, 2009'.



