


When four ageing pumps at a UK glass bottle manufacturing plant needed to be replaced, KSB Omega single stage volutes were chosen due to their ability to provide protection to key components. The upgrade generated savings of £49,000 in 12 months.
For the best part of 20 years, one of the UK’s glass bottle manufacturers had relied on the performance of four ageing split-case centrifugal pumps for the supply and circulation of process water throughout its plant. However, by 2017 the pumps had started to display signs of declining performance due to excessive wear caused by the level of work demanded of them. Over the years various repairs/overhauls had been undertaken by different companies and to varying standards. Due to their age, the pumps had become inefficient and the decision was taken to look at how best to remedy the situation. Following a thorough inspection by Rotherham-based Industrial Pumps Ltd (IPL), it became clear that further repair work was going to be uneconomic. Therefore, a decision was taken to look at replacement pumps. Based on the application details provided by the plant’s pump engineer and a review of the nature of the wear, IPL recommended replacing all four pumps with two KSB Omega pumps.
Bottle makers The glass bottle plant manufactures glass containers for the beverage industry and has been operating on the site since the 1930s. The process involves manufacturing molten glass, which initially takes the form of a ‘gob’ and is cut to a weight required for the shape and size of the finished bottle. On the production line the gobs are passed into the moulds which form the bottles. It is a continuous process, but approximately every 20 minutes the moulds must be lubricated by what is referred to as a ‘swabbing’ process. While that is being carried out, the bottles in the moulds are rejected and pass down a water lubricated chute into the basement from where they are sent for recycling. This is just one of several uses for water throughout the plant, the others including cooling and wash-down. Water for the plant is drawn from two large lagoons and pumped around the site to the production areas where it is required and after passing through filtering weirs it is returned to the lagoon to be re-used. The lagoon is open to the elements and is replenished by rainfall and run off from around the site. It is further topped up with the town’s water when necessary. With production running all-year round, maintaining enough water in the lagoon and a flow of water at a controlled pressure is critical to the operation of the manufacturing process.
Pump failure Any break in the water supply will bring the production line to a halt if pumping from the lagoon is lost. Should there be a pump failure due to power cuts then the plant has to rely on the town’s water from the local water company. This is not only expensive, but the pipeline pressure is outside the company’s control and may not be appropriate to the needs of the production. IPL has a long-established working relationship with the bottle maker and was the logical choice when it came to establish the pump replacement programme. “We have provided service support and spare part for the four existing pumps over several years and were familiar with the nature of the application and its implications for the pumps,” reports David Silverwood, IPL Technical Sales Engineer. The pumped water contains quantities of glass, sand and various other solids and the cumulative effect of these aggressive particulates on the pump casings and other key components meant that it was uneconomical to effect repairs. In addition, it was becoming harder to source spare parts from the equipment manufacturer. A further consideration was the running costs of the pumps, which had escalated over time. The task facing IPL was to replace all four pumps with new units that would provide greater resistance to wear, always deliver optimum performance and reduce running costs.
Following discussions with KSB UK Ltd, Loughborough, their answer was to install two KSB Omega 200-250 AGBV1 pumps in a duty/standby configuration that would always allow the customer to have total control over the pumps in order to adjust flow levels in accordance with production requirements. The pumps are constantly monitored and if there is a power cut or loss of pressure in the operating pump, there is an immediate switch-over to the duty standby pump.
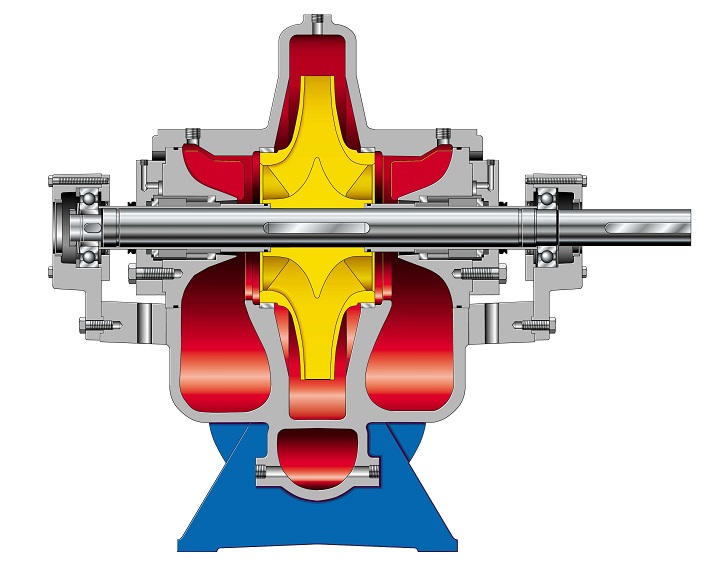
KSB Omega pump The axially split, single stage volute casing Omega pump features a double entry radial impeller and is ideally suited to the requirements of the water pumping stations in both industrial complexes and for water supply pipelines as it provides the best duty point and gives operating efficiency levels of above 86%. The Omega’s double entry impeller compensates the axial forces so the load on the maintenance-free bearings is minimal.
The combination of solid bearing brackets, a short and rigid shaft and pre-loaded bearings guarantees low vibration and extended operating life for the bearings, seals and coupling.
With corrosion resistance and energy savings high on the customer’s agenda the Omega was a natural fit. “The pump’s corrosion and abrasion resistant materials contribute to long service life by providing protection to key components,” explains Matthew Taylor, KSB UK internal sales manager. “Being an axially-split case pump simplifies maintenance procedures, enabling ready access to all parts for thorough cleaning. The interior of the pump has been specifically designed to transport water with the minimum of flow resistance, a factor that also contributes to energy savings and reduced life-cycle costs.
Versatility A characteristic of the Omega is its versatility, which is reflected in the large number of hydraulic selection charts, combinations of materials and shaft seal designs, installation options and flange variants. The drive may be positioned on both the left and right of the pump without additional parts or modifications to the casing being necessary.”
IPL were able to convince their customer that two Omega 200-250 AGBV1 pumps each delivering flows of 700 m³/h at a head of 90 m and power absorption of 206.7 kw running at 1490 rpm would be more than adequate to replace the existing four pumps. They would also be far more economical to run, with a reduction in the absorbed power being in excess of 50%.
Work on manufacturing the base plates and making pipe modifications in the pump house resulting from the removal of the old pumps commenced in 2017, with works being undertaken by IPL. The company also undertook pump installation using laser alignment and fitting new foot valves and strainers.
“As with any project, capital investment costs are always closely examined at the outset and this was the case with our client,” continues David Silverwood. “After just 12 months of continuous operation our customer has been rewarded with power savings of 80kw/hr @ 0.7p/kw=£5.60 giving them a massive £49,000 reduction in the running costs of pumping water around the plant!.”



