
Mouvez SLS series pumps.
Product waste is one of the areas in hygienic manufacturing where extremely high costs are being incurred. The McKinsey Quarterly Food Waste Alliance has reported that more than $120 bn of product goes to waste worldwide annually. The Natural Resources Defense Council (NRDC) also estimates the United States is losing 40 % of its food from farm to fork to landfills.
Mouvex Eccentric Disc pumps are able to pump air even when no fluid is present.
Key focus
The term “product recovery” can relate to a number of different operations in hygienic manufacturing but a key focus is raw ingredients or intermediate/finished products that may remain in the suction or discharge fluid-transfer lines at the end of production runs or between product changeovers.
One specific type of pumping technology—positive displacement eccentric disc—possesses the line-stripping and product-recovery capabilities necessary to help save hygienic manufacturers hundreds of thousands of dollars per manufacturing site annually.
That means manufacturers have the potential to save millions of dollars annually in recovered—and still marketable and consumable—end-products.
There are many critical areas within a hygienic-manufacturing operation where fluid transfer is required. When transfer pumps are unable to adequately strip suction or discharge production lines, costs including water, chemicals, energy and labour can spiral.
For many years, standard manufacturing processes have include lobe, external circumferential piston (ECP), centrifugal, hose and progressive cavity-style pumps. While these technologies do perform the basic pumping task, lobe and ECP pumps, for example, do not possess the ability to adequately strip suction or discharge lines.
Traditional pumps also wear constantly, which increases internal clearances over time resulting in product slip, reducing flow capacity and volumetric efficiency as operating pressures and fluid viscosities vary. French firm Mouvex®, a founding member of US-based Dover Corporation’s Pump Solutions Group (PSG®), has established itself as a major producer of eccentric disc pump technology.
The key is that it operates via a disc that moves on an eccentric plane within a circular channel, which gives the pump the ability to provide non-pulsing, low-slip operation with high volumetric consistency.
Flow rates
This design also means that flow rates vary minimally with changes in viscosity, temperature, system back-pressure and even component wear.
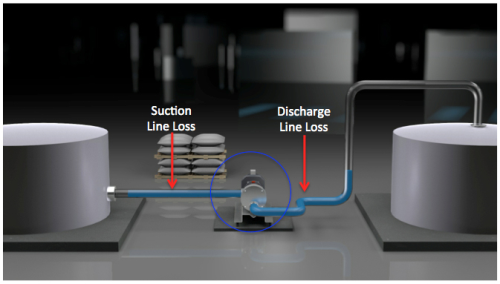
The Mouvex eccentric disc pumps can also pump air when no fluid is present so surface tension on any remaining fluid is not broken. Because the eccentric disc pump moves to the purging process by using air that is already in the feed tank, there should be no issues with maintaining product purity.
The upshot of using eccentric disc pump technology for product-recovery operations is that the typical amount of product recovered is more than 95% on the suction side of the pump and typically 60-80 % on the discharge side.
Examples of six-figure savings include two global yogurt companies which recorded product recovery rates of up to 80% and a bakery firm that is recovering the filling used in pastries. Reducing the operating costs in a manufacturing facility will be a front-of-mind concern for plant managers for the foreseeable future.
Ultimately, food, drink, cosmetics and pharmaceutical manufacturers may have maximized energy savings and should be targeting product recovery. Cost savings can be up to 32 times more than the yearly energy cost of running the pump, resulting in savings of millions of dollars.




