

When a food manufacturer wanted to ensure its chocolate bars maintained standards of quality and taste, SEKO was approached to upgrade key production equipment. They provided an off-the shelf pump solution that would meet the demands of the process.
A key ingredient of a food manufacturer's crunchy chocolate-covered bar is peppermint glucose syrup, which helps to give the cracknel its cool, minty flavour. This is produced by combining sugar, glucose and inverted sugar in a high-temperature, high-pressure cooking process.
Consistency This bar’s taste hinges upon a delicate balance of ingredients, with even the slightest disruption to the recipe jeopardising its flavour. Consumers would be certain to notice this, spoiling their enjoyment of the product and risking a fall in sales which is why it was imperative for the manufacturer that the exact same quantity of glucose syrup was dosed into every batch.
In order to achieve the highest level of consistency with this essential ingredient, the manufacturer decided to upgrade its existing production equipment and approached an approved SEKO distributor to deliver a solution. The distributor consulted with SEKO to choose an off-the shelf pump solution that would meet the demands of the process, including transferring at high flow rates while maintaining accurate, consistent performance.
During consultations between all three parties, site visits were carried out and the production process analyzed in order to specify the ideal pump, with the following key process requirements identified:
- At a cool temperature, glucose syrup becomes extremely thick and even with specialist equipment is very difficult to pump. Therefore, the syrup needed to be transferred at up to 146°C in order to reduce its viscosity to 332 cP (the consistency of motor oil) and avoid overburdening the pump.
- When pumping glucose syrup, there is a risk of crystallization which can damage internal pump components. The pump needed to be capable of transferring syrup at 471 l/h in order to satisfy production demands.
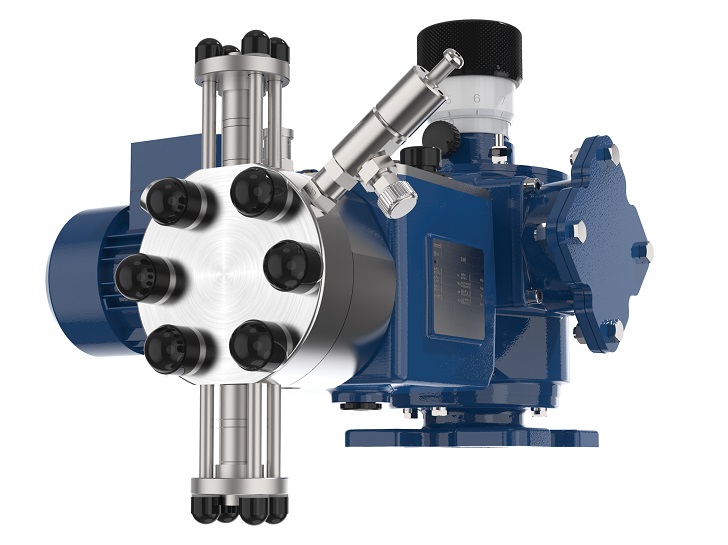
- Thanks to decades spent supplying the food and beverage production industry, SEKO has an innate understanding of the unique challenges of the sector’s processes and was able to recommend the solution which was the Nexa double-head double-diaphragm metering pump.
Two-stage process As a heavy-duty industrial pump, Nexa is specifically designed to handle the dosing and transfer of high-temperature, high-viscosity liquids at up to 7,800 l/h.
However, it was Nexa’s double head design that made it essential for peppermint syrup production, where the initial stage required the sugar mixture to be pumped through the first head at 115°C, then pass through a heat exchanger before finally being pumped by the second head at 146°C.
During this process, the mixture is under vacuum in order to remove all moisture, leaving an extremely sticky confection which is coated with fat and cocoa before finally being coated with chocolate to create the finished product. Once the existing pump was removed and replaced by the Nexa system, the producer began to realize the system’s full range of benefits.
For example, Nexa’s double-diaphragm design is ideal for managing the risk of glucose crystallization, as the additional layer of protection means that if one diaphragm is damaged, the pump’s protection system automatically signals the fault. This allows the pump to continue operating and maintenance to be scheduled, helping avoid expensive and inconvenient unplanned downtime.
Meanwhile, Nexa’s modular design and vertical/horizontal mounting options means that the user can easily extend or customize the system should production demands change in the future, with an internal gearbox allowing a number of pumps to be combined to form multi-pump head units.
Long-term solution Nexa’s hard-wearing long-life components such as PTFE diaphragms and 316L stainless-steel head and valves are specifically designed to cope with heavy-duty applications, meaning the customer can be confident in the pump’s outstanding operational safety and reliability. Meanwhile, Nexa’s zero-leakage waterproof design also means that it can withstand high-pressure water jets used during equipment washdown.
Greg Smuts, general manager of SEKO South Africa, says: “We were already well aware of the chocolate bar’s status, but our customer was very clear on the importance of protecting the brand and that the recipe could not be disrupted under any circumstances. “We committed to meet their exact specification and Nexa was a perfect fit as it allows stroke adjustment to within +/- 1%, even at high flow rates.”
By choosing SEKO, the producer has safeguarded a key element of the production process for its popular chocolate bar, helping ensure consistency and reliability and improving consumer satisfaction. Another example of a SEKO solution helping customers achieve long-term, cost-effective improvements in their daily operations.





