

The reduction of emissions of sulphur dioxide (SO2) from coal-burning power stations enables power generators comply with the Large Combustion Plant Directive (LCPD) which came into effect this year. For the UK power generation industry, the additional benefits of this technology allows larger plants with a thermal output above 50 MW to burn indigenous reserves of higher sulphur content coal at a lower cost.
During the summer of 2008 EDF Energy’s Cottam power station shut down production on one of its 4 x 500 MW generating trains for major planned maintenance work to be implemented. This included the closing of the associated part of its wet scrubber FGD plant first opened in 2005. This closure provided the perfect opportunity to take a close look at the performance and condition of the many Wernert pumps that play a crucial role in the operation of the FGD plant. Operating 24/7 all year-round, the Wernert pumps are subjected to a very high work rate, typically handling aggressive, corrosive and erosive slurries.
The wet scrubber process uses wet limestone slurry through which flue gas containing SO2 is passed in absorber spray towers. A series of complex chemical reactions take place within the spray towers which produce gypsum and sulphite/sulphate salts. The critical element of the process is the effective mixing of the slurry and flue gases in the spray towers in order to attain high SO2 removal. The gypsum slurry produced by the process is pumped out from the bottom of the spray towers for further treatment to produce a commercially viable by-product and residual wastewater treated prior to disposal.
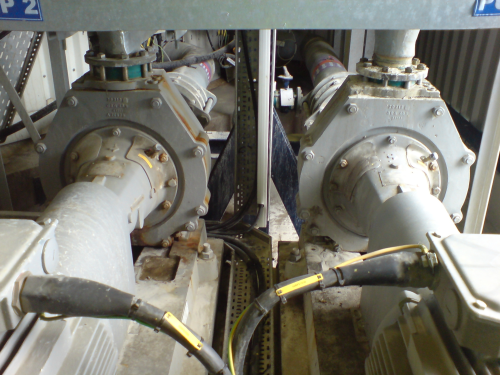
At Cottam power station pumping the limestone slurry into the four FGD plants, together with the removal of the gypsum slurry and the wastewater treatment duties is handled by some 40 Wernert NE pumps of varying sizes and delivery outputs. The pumps are operating in four separate process stages, these being: the transfer of the limestone slurry into the absorber feed tanks to the absorber spray towers; pumping away the heavy gypsum slurry; transferring the light gypsum slurry to the wastewater treatment plant and disposal of the treated wastewater to the adjacent River Trent.
Certified to ATEX 100a, the Wernert NE pumps have robust thick-walled metal casings and parts made from corrosion and abrasion resistant high performance plastics, such as ultra-high molecular weight polyethylene (UHMPE - RCH1000), PVDF and PTFE / PFA, which ensure that the pump is safe for pressure rating to 16 bar. The choice of pump process contact parts depends on temperature, abrasion and corrosion associated with the process fluid. For the aggressive duties encountered at EDF Cottam, the pumps are fitted with highly abrasion and corrosion resistant UHMPE or ‘Wernit’ mineral cast. Should it be necessary, the ‘rear pullout’ pump design allows a quick exchange of the hydraulic side of the pump, without detaching the flanges or dismounting of the electric motor.
According to Mike Buhagiar of AxFlow UK Limited, distributors of Wernert pumps in the UK, it is the limestone solution transfer and gypsum solution slurry circulation/transfer where the pumps are subjected to their most arduous operation. “It is the nature of the slurry that poses the greatest threat to the pumps,” says Mike Buhagiar. “The biggest challenge for the pumps, particularly in these two parts of the process, is the extremely abrasive and corrosive nature of the liquids. These Wernert pumps have been designed to provide high levels of reliability and plant availability on such duties and include simple but extremely robust Wernert single mechanical seals, having silicon carbide faces which are lubricated and cooled by the pumped fluid, without the need for external flushing.”





