
Abel has received an order from a city in the South of France to supply two HMQ (Hydraulic Membrane Quadruplex) pumps.
The pumps will convey wastewater from a pumping station to a wastewater treatment plant 6 km away. The two Abel pumps will replace the existing pumps which are out of date.
Abel will also support the customer with its new Smart Pump Assistant remote monitoring system. The Smart Pump Assistant’s intelligent algorithms constantly analyse the decisive condition parameters of the pumps and inform the customer in good time about upcoming maintenance. In this way, possible pump malfunctions can be avoided.
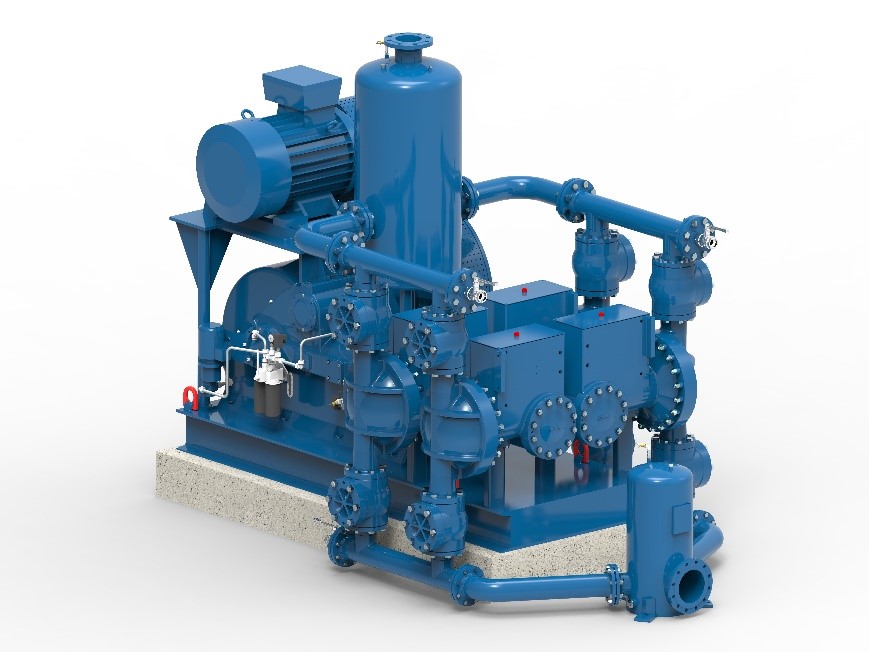
HMQ pumps are quadruple-acting piston diaphragm pumps that are used in high conveying ranges of up to 450 m3/h. They are used, for example, in the wastewater industry for sludge transport or as a feeding pump for filter press loading. Abel HMQs are also used in mining applications, such as sludge/tailings transfer, mine dewatering and backfilling.


