
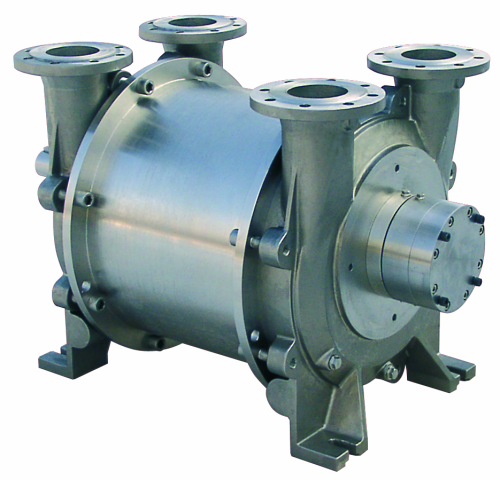
The vacuum pumps are available with a suction capacity from 50 m³/h to 3000 m³/h. Besides the classic design with mechanical shaft seal, also hermetic drives can be supplied in design as canned motor or magnetic coupling.
The liquid ring vacuum pump is one of the workhorses in the chemical and petrochemical industry. Its construction provides a nearly isothermal compression at comparatively low temperatures. Polymerisation and other undesirable reactions (thermal cracking, cakings) are largely avoided under these conditions.
The ring consisting of liquid is used as tightening element desensitising the system against liquid hammers and drops in the gas flow handled, as they often are produced during extraction of inerts from condensers.
The construction without touching and wearing parts makes our customers feel confident of reliable availability. A hermetically sealed design with magnetic coupling or canned motor does not only increase availability, since regular change of mechanical shaft seal is no more necessary, but also meets customers requirements in case of toxic gases and pumping liquids demanding ‘TA-Luft’.
In some applications of process industry, stainless steel as normally used for such pumps does not come up to the demands regarding long-life cycle and corrosion resistance of vacuum pumps and systems.



